Abhängigkeit des Farbtons der Holzgravur vom Fokus des Laserstrahls

Einführung
Die Technologie der Lasergravur besteht in der kontrollierten Erzeugung eines fokussierten Lichtstrahls, dessen Energie den Auftreffpunkt auf einem undurchsichtigen Material mit einer bestimmten Wellenlänge erhitzt. Abhängig vom Strahlprofil, der zugeführten Energiemenge, der Belichtungszeit und dem Grundmaterial verändert sich die Oberfläche des Materials mit unterschiedlichen Gradienten und Intensitäten (1). Die Auswirkungen des Laserstrahls auf die Oberfläche des Materials sind erst ab einer bestimmten Leistung sichtbar und im Allgemeinen irreversibel (2). Die wichtigsten Materialveränderungen während der Gravur sind der Materialverlust beim Einbrennen (die Tiefe) und die Veränderung der chemischen Zusammensetzung der Oberflächenschicht (der Farbton - Kohlenstoff).
Die Fähigkeit, die Intensität dieser Veränderungen im Voraus zu bestimmen, ist einer der Schlüsselbereiche der Qualitätskontrolle bei der Lasergravur. Der vom Laserstrahl auf Holz erzeugte Farbton hängt nicht nur von der Intensität (der Leistung) und dem Profil des Laserstrahls (dem Querschnitt) ab. Das Material selbst wird in Kombination mit seiner Umgebung (der Luft) verwendet, um die gewünschte Pigmentierung (den Farbton) des Materials zu erzeugen. Es hängt also auch von der Holzart, der Temperatur, der Feuchtigkeit, der Härte und der aktuellen chemischen Zusammensetzung der eingravierten Schichten (Alter des Holzes und seiner Oberflächenbehandlung) ab.
Außerdem ist Holz ein natürlicher Verbundstoff (3) und ein lebendiges Material, das sich auch nach seiner Bearbeitung ständig verändert (Abbau - Zersetzung - Wasseraufnahme oder -verlust) (4). Auch die Abmessungen von Holz können sich ändern (5).
Einsatz von Halbleiter-Emittern bei der Lasergravur
Für ein System, das in der Lage ist, die Intensität des Laserstrahls in Abhängigkeit von den aktuellen Eigenschaften des Basismaterials und seiner Umgebung fein abzustimmen, ist die Verwendung eines empfindlichen und schnellen Senders (Pulsfrequenz) angebracht. Heutzutage werden Fotos in Holz hauptsächlich mit einem CO2-Laser eingraviert. CO2-Laser haben eine hohe Leistung, was hohe Produktionsgeschwindigkeiten und Materialschnitte ermöglicht (6). Sie erzeugen jedoch längere Wellenlängen (10600 nm) und sind daher nicht so genau wie Diodenlaser im sichtbaren Spektrum (455 nm) (7). Der Einsatz von Halbleiterlasern hat mit der Verwendung von CD einen enormen Aufschwung erlebt (8; 9).
Sie finden hier vor allem aufgrund ihrer Abmessungen, ihres Anschaffungspreises und der höheren Sicherheit, die durch die Wellenlänge und die Ausgangsleistung gegeben ist, ihre Anwendung. Dank des dramatischen Anstiegs der Leistung von Laserdioden in den letzten Jahren wird dieser Strahler zu einem wichtigen Bestandteil der Technologie (10; 11). Diodenlaser werden zunehmend in industriellen Anwendungen eingesetzt (12; 13). Dieses Potenzial wird zudem durch die schnelle Produktion aufgrund des hohen Anschaffungspreises noch verstärkt. Diodenlaser sind in ihrer Leistung steuerbar, und ihre Strahlen können relativ präzise fokussiert werden (14).
Dadurch lassen sich viel feinere Details auf einer Holzoberfläche erzeugen und möglicherweise kleinste Veränderungen des Materials, der Umgebung und der allgegenwärtigen Abnutzung des Strahlers kalibrieren. Allerdings haben Diodenlaser immer noch eine um bis zu zwei Größenordnungen geringere optische Leistung, so dass die Produktion erheblich verlangsamt wird. Ein großer Vorteil ist ihre Größe, die um bis zu drei Größenordnungen geringer ist. Dies macht es einfacher und billiger, Halbleiterlaser zu Mehrstrahlsystemen zusammenzubauen, die gleichzeitig (Erhöhung der Leistung) oder getrennt (Gravur mehrerer Linien auf einmal) gesteuert werden können (11).

Lasermodul mit kombinierten Emittern
Halbleiterlaser haben somit das Potenzial, CO2-Laser nicht nur in Bezug auf die Genauigkeit, sondern auch in Bezug auf die Geschwindigkeit und die Wirtschaftlichkeit der Produktion bei der Anwendung der Fotogravur auf Holz zu übertreffen. Der Faktor, der sie letztlich zu einem geeigneteren Strahler für die Herstellung von gravierten Fotos auf Holz macht, ist ihre höhere Effizienz und Effektivität (15) bei der Kalibrierung des Strahls auf der Grundlage der aktuellen Eigenschaften eines Materials und seiner Umgebung.
Die Verwendung von Halbleiterlasern nimmt von Jahr zu Jahr zu, und heute sind sie die am häufigsten verwendete Art von Laserstrahlern. Dies ist auf die breite Palette von Anwendungen und die erhebliche Steigerung ihrer maximalen Leistung in den letzten Jahrzehnten zurückzuführen. Der weltweite Gesamtumsatz aus dem Verkauf von Laserstrahlern belief sich im Jahr 2016 auf 10,4 Milliarden US-Dollar (16). Davon entfielen allein 45 % auf den Verkauf von Halbleiterlasern (17). Der aktuelle Trend, der in Abbildung 1 dargestellt ist, deutet darauf hin, dass diese Technologie derzeit eine vielversprechendere Zukunft hat, wenn es darum geht, Investitionen in Forschung und Entwicklung anzuziehen.
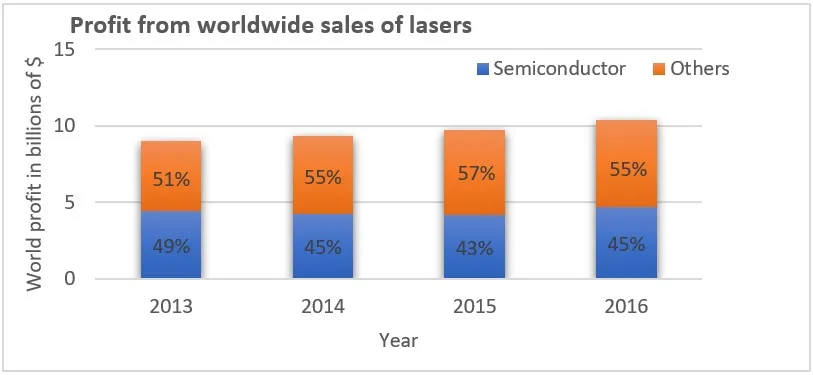
Umsatz mit Halbleiterlasern
Steigende Qualität der Lasergravur
Zwei grundlegende chemische Prozesse, die bei der Lasergravur im Holzmaterial ablaufen, sind die Verbrennung und die Verkohlung. Diese Prozesse laufen gleichzeitig ab, und mit der richtigen Steuerung kann eine beträchtliche Anzahl verschiedener Farbtöne erzielt werden. Zur Erreichung einer angemessenen Kontrolle können mehrere Ansätze verwendet werden. Eine Möglichkeit ist die unterschiedliche Fokussierung des Laserstrahls.
Ergebnisse von fokussiertem und defokussiertem LASER
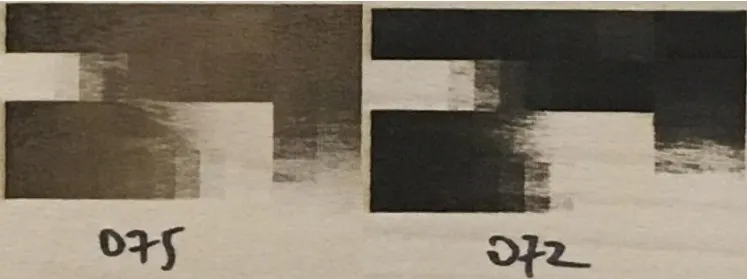
Bei der Gravur mit einem fokussierten Strahl wird das Material abgeschnitten, und die Palette der Farbtöne ändert sich von hellbraun zu dunkelbraun. Bei der Gravur mit de-fokussiertem Strahl erhalten wir bis zu satten Schwarztönen. Auf diese Weise können wir verschiedene Farbpaletten erhalten und bei der Gravur mit einer geeigneten Kombination eine größere Anzahl von Farben erzielen. Dies führt zu einer größeren grafischen Tiefe und einer besseren Übertragung von Fotos und Grafiken auf Holz. Mit der richtigen Einstellung ist es möglich, ähnliche Qualitäten wie beim Standarddruck zu erzielen. Das macht die Lasergravur in Holz unter dem Gesichtspunkt der Qualität und Ökologie des gesamten Prozesses sehr interessant. Es gibt keine Tinte, keine Chemie. Solche Produkte können als umweltfreundlich bezeichnet werden und haben eine viel geringere negative Auswirkung auf die Umwelt. Die einzigen negativen Komponenten sind das Laserlicht, das in Miniaturform vorliegt und Zehntausende von Stunden hält, und die benötigte Energie.

Unterschiedliche Ergebnisse des Quellenfotos (Mitte) mit fokussiertem (links) und defokussiertem (rechts) Laserstrahl
In der obigen Abbildung sind verschiedene Farbpaletten zu sehen, die nur durch unterschiedliche Fokussierung des Strahls erreicht wurden. Der Produktionscode, die Steuereinheit und die Einstellungen der Laserleistung waren identisch. Es sollte erwähnt werden, dass die Unschärfe des Strahls auch zu etwas größeren Abmessungen des gravierten Punkts führt, wodurch theoretisch geringere Details erreicht werden können. Es kommt immer auf die Leistung und die Optik des Gravierkopfes an. Es ist notwendig, den Strahl unter Berücksichtigung der gewünschten Auflösung zu fokussieren. Beim Gravieren von Fotos und Grafiken in Holz hat der gravierte Punkt jedoch eine begrenzte Mindestgröße (je nach Leistung und Optik), da das Holz auch um den gravierten Punkt herum leicht verbrennt. Dadurch entsteht ein gewisser Spielraum für die Einstellung der Schärfe im Verhältnis zum gravierten Punkt.
Der unscharfe Strahl führt zu einer Erhöhung der Dunkelheit der resultierenden Grafik, wie in der nachstehenden Grafik dargestellt. Gleichzeitig ist die Farbkurve schärfer, so dass die resultierende Verdunkelung schneller erfolgt. Daher sollte die maximale Strahlerleistung so eingestellt werden, dass die gesamte Schattentiefe gleichmäßig über das Histogramm der Eingangsgrafik verteilt ist. Es ist zu erwähnen, dass ein unscharfer Strahl mehr Leistung benötigt, um das Material zu verändern, als ein fokussierter Strahl. Dies liegt an der geringeren Energiedichte des unscharfen Strahls und ist in der folgenden Grafik für Laserleistungswerte von 0-20% zu sehen.
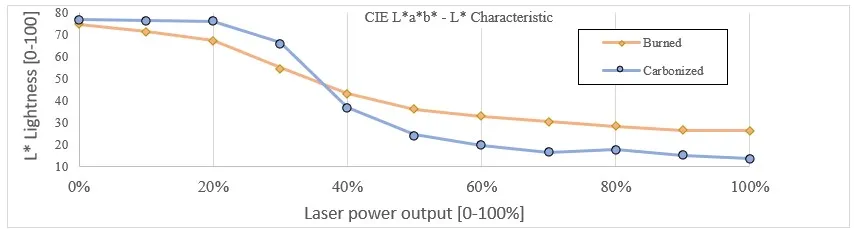
Schattentiefe der Lasergravur mit eingebrannter und verkohlter Oberfläche
Die resultierenden Oberflächen haben unterschiedliche Zusammensetzungen. Der Unterschied zwischen diesen und den chemischen Prozessen ist auf dem unten stehenden elektronenmikroskopischen Scan leicht zu erkennen. Die Menge an schwarzem Kohlenstoff, die auf der Holzoberfläche verbleibt, ändert sich schnell mit zunehmender Verkohlung der Oberfläche. Dies ist zu erwarten, da der schwarze Kohlenstoff für den schwarzen Farbton der Oberfläche verantwortlich ist. Die Tiefe einer Oberfläche ändert sich nur geringfügig, da die Hauptenergie des Lasers für die Holzverkohlung und nicht für die Holzsublimation verwendet wird.
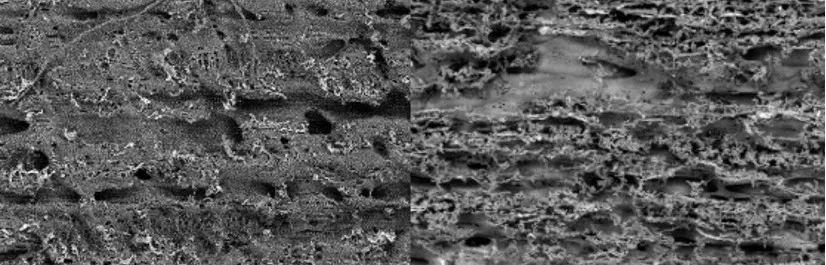
Unterschiede in der Menge des schwarzen Kohlenstoffs unter dem Elektronenmikroskop bei fokussiertem Laserstrahl (links) und defokussiertem Laserstrahl (rechts)
Wie wählt man ein geeignetes CNC-Maschinen-Upgrade-Kit für eine bestimmte CNC-Maschine?
Speziell für Sie haben wir eine Website vorbereitet, die den Benutzer durch den Prozess der Auswahl eines Laserkopfes führt und dann zu dem passenden Satz für Ihre CNC-Maschine führt. Klicken Sie auf die Schaltfläche unten, um diese Website zu besuchen.
Fazit
Der Einsatz von Halbleiterlasern nimmt jedes Jahr zu. Dank der steigenden Ausgangsleistung von Halbleiterlasern können sie in immer mehr Fällen eingesetzt werden. Die physikalischen Abmessungen der Emitter erlauben ihre Kombination. Sie können zu höheren Leistungen oder schnellerer Rastergravur (Gravur mehrerer Reihen gleichzeitig) kombiniert werden. Mit defokussiertem Strahl können bei der Gravur von Holz dunklere Schattierungen erzielt werden. Dies führt zu einer größeren Tiefe der resultierenden Grafiken. Mit der richtigen Kombination kann eine bessere Qualität der Bildübertragung auf Holzoberflächen erreicht werden. Es ist wichtig, den Lasergravurprozess für verschiedene Holzarten und -zustände zu optimieren.
Mit denselben Laser- und Leistungseinstellungen werden unterschiedliche Qualitäten erzielt. Der Fokus des Strahls ist nur eine Variable. Die Luftfeuchtigkeit und das Alter des Holzes selbst sind weitere Variablen, die eine Rolle bei der Verbesserung der Gravurergebnisse spielen.
Autor des Artikels:
Martin Jurek
Referenzen
- Mishra, Sanjay und Yadava, Vinod. Laserstrahl-Mikrobearbeitung (LBMM) - Ein Überblick. Optics and Lasers in Engineering. 2015, Vol. 73, pages 89-122.
- Minami, K., and others. Die Entfernung von industriellem Epoxidharzmörtel mit einem Hochleistungsdiodenlaser. Optics and Lasers in Engineering. 2002, Vol. 38, 6, Seiten 485-498.
- Bruno, Luigi. Mechanische Charakterisierung von Verbundwerkstoffen durch optische Verfahren: A review. Optics and Lasers in Engineering. 2018, Vol. 104, S. 192-203.
- Chen, Yao, and others. Farbe und oberflächenchemische Veränderungen von extrahiertem Holz. Wood Science and Technology. 2014, Vol. 48, Seiten 137-150.
- Kifetew, Grima. Anwendung der Methode der Verformungsfeldmessung auf Holz während der Trocknung. Wood Science and Technology. 1996, Vol. 30, Seiten 455-462.
- Martinez-Conde, Alejandro, und andere. Review: Vergleichende Analyse von CO2-Laser und konventionellem Sägen beim Schneiden von Schnittholz und Holzwerkstoffen. Wood Science and Technology. 2017, Vol. 51, S. 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly. Optics and Lasers in Engineering. 2012, Vol. 50, 6, Seiten 900-904.
- Barletta, Massimiliano, Gisario, Annamaria und Tagliaferri, Vincenzo. Rückgewinnung von wiederverwertbaren Materialien: Experimentelle Analyse der CD-R-Laserbearbeitung. Optik und Laser in der Technik. 2007, Vol. 45, 1, Seiten 208-221.
- Der Einfluss des Feuchtigkeitsgehalts beim Faserlaserschneiden von Kiefernholz. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, Seiten 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G. Costa, und andere. Theoretische und experimentelle Aspekte des Laserschneidens mit einem direkten Diodenlaser. Optics and Lasers in Engineering. 2014, Vol. 61, S. 31-38.
- Schnelle und flexible Lasermarkierung und -gravur von geneigten und gekrümmten Oberflächen. Diaci, Janez, and others. 2, 2011, Optics and Lasers in Engineering, Vol. 49, Seiten 195-199.
- Zeni, Luigi, and others. Power semiconductor laser diode arrays characterization. Optics and Lasers in Engineering. 2003, Bd. 39, 2, Seiten 203-217.
- Wang, S. H., and others. Kollimation eines divergierenden Laserdiodenstrahls mit einer optischen Faser mit abgestuftem Index. Optik und Laser in der Technik. 2000, Vol. 34, 2, Seiten 121-127.
- Fortschritte und Merkmale der Materialbearbeitung mit Hochleistungsdiodenlasern. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Band 34, Seiten 231-253.
- Holton, Conrad, und andere. Annual Laser Market Review & Forecast: Wo sind die ganzen Laser hin? Laser Focus World. [Online] 23. Januar 2017. [Zitiert: 20. Januar 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. The Worldwide Market for Lasers: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.