Závislost odstínu gravírování na dřevě na zaměření laserového paprsku

Úvod
Technologie laserového gravírování spočívá v řízeném generování zaostřeného světelného paprsku, jehož energie zahřívá místo dopadu na neprůhledný materiál o určité vlnové délce. V závislosti na profilu paprsku, množství aplikované energie, době expozice a základním materiálu se povrch materiálu mění s různým sklonem a intenzitou (1). Účinky laserového paprsku na povrch materiálu jsou patrné pouze nad určitou úrovní výkonu a jsou obecně nevratné (2). Nejdůležitějšími změnami materiálu během gravírování jsou úbytek materiálu při vypalování (hloubka) a změna chemického složení povrchové vrstvy (odstín - uhlík).
Schopnost předem určit intenzitu těchto změn je jednou z klíčových oblastí kontroly kvality při laserovém gravírování. Odstín vytvořený laserovým paprskem na dřevě závisí nejen na intenzitě (výkonu) a profilu laserového paprsku (průřezu). V kombinaci s okolním prostředím (vzduchem) se uplatňuje samotný materiál, který vytváří požadovanou pigmentaci (odstín) materiálu. Záleží tedy také na druhu dřeva, jeho teplotě, vlhkosti, tvrdosti a aktuálním chemickém složení gravírovaných vrstev (stáří dřeva a jeho povrchové úpravě).
Kromě toho je dřevo přírodní kompozit (3) a živý materiál a i po svém zpracování se neustále mění (degraduje - rozkládá se - přijímá nebo ztrácí vodu) (4). Rozměry dřeva se mohou rovněž měnit (5).
Použití polovodičových zářičů při laserovém gravírování
Pro systém, který je schopen přesně nastavit intenzitu laserového paprsku v závislosti na aktuálních vlastnostech základního materiálu a jeho prostředí, je vhodné použít citlivý a rychlý (pulzní frekvence) vysílač. V současné době se gravírování fotografií do dřeva provádí především pomocí CO2 laseru. CO2 lasery mají vysoký výkon, což umožňuje vysokou rychlost výroby a řezání materiálu (6). Produkují však delší vlnové délky (10600 nm), takže nejsou tak přesné jako diodové lasery s viditelným spektrem (455 nm) (7). Používání polovodičových laserů zaznamenalo obrovský nárůst v souvislosti s používáním CD (8; 9).
Své uplatnění zde nacházejí především díky svým fyzickým rozměrům, pořizovací ceně a vyšší bezpečnosti dané vlnovou délkou a výstupním výkonem. Díky dramatickému nárůstu výkonu laserových diod v posledních letech se tento zářič stává důležitou součástí technologie (10; 11). Diodové lasery se stále častěji objevují v průmyslových aplikacích (12; 13). Tento potenciál je navíc ještě umocněn rychlou výrobou vzhledem k vysoké pořizovací ceně. Výkon diodových laserů lze regulovat a jejich paprsky lze poměrně přesně zaměřit (14).
To umožňuje vtisknout povrchu dřeva mnohem jemnější detaily a potenciálně kalibrovat drobné změny materiálu, prostředí a všudypřítomné opotřebení zářiče. Diodové lasery však mají stále až o dva řády nižší optický výkon, takže výroba je značně zpomalena. Velkou výhodou je jejich velikost, která je až o tři řády menší. Díky tomu je snazší a levnější sestavovat polovodičové lasery do vícepaprskových systémů, které lze ovládat současně (zvyšování výkonu) nebo odděleně (gravírování více řádků najednou) (11).

Laserový modul s kombinovanými zářiči
Polovodičové lasery tak mají potenciál překonat CO2 lasery nejen z hlediska přesnosti, ale také z hlediska rychlosti a ekonomiky výroby při aplikaci fotogravírování na dřevo. Faktorem, který z nich v konečném důsledku činí vhodnější emitor pro výrobu gravírovaných fotografií na dřevě, je jejich vyšší účinnost a efektivita (15) při kalibraci paprsku na základě aktuálních vlastností materiálu a jeho prostředí.
Použití polovodičových laserů rok od roku roste a v současné době jsou nejrozšířenějším typem laserových zářičů. Je to dáno širokou škálou aplikací a výrazným nárůstem jejich maximálního výkonu v posledních několika desetiletích. Celkové celosvětové příjmy z prodeje laserových zářičů činily v roce 2016 10,4 miliardy dolarů (16). Z toho 45 % připadalo pouze na prodej polovodičových laserů (17). Současný trend, znázorněný na obrázku 1, naznačuje, že tato technologie má v současnosti slibnější budoucnost, pokud jde o přilákání investic do výzkumu a vývoje.
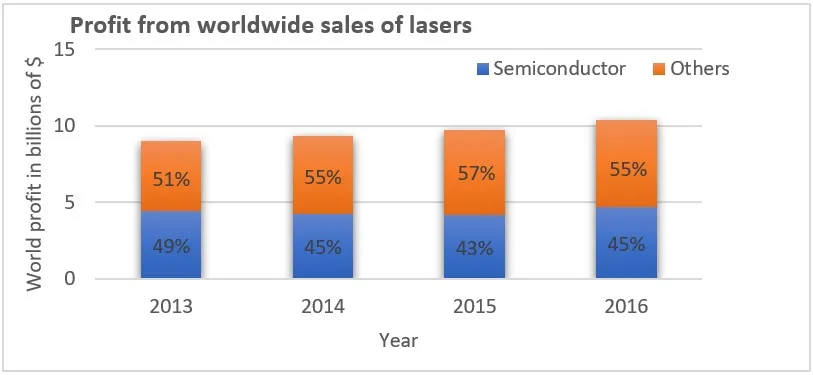
Prodej polovodičových LASERŮ
Zvyšující se kvalita laserového gravírování
Dva základní chemické procesy, které probíhají ve dřevěném materiálu při laserovém gravírování, jsou hoření a karbonizace. Tyto procesy probíhají současně a při správné kontrole lze dosáhnout značného počtu různých odstínů. K dosažení správné kontroly lze použít více přístupů. Jednou z možností je různé zaostření laserového paprsku.
Výsledky zaostřeného a rozostřeného laseru
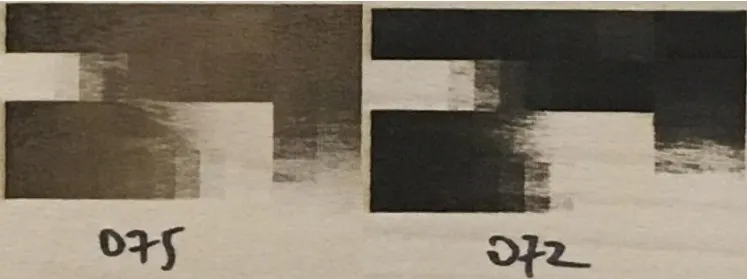
Při gravírování zaostřeným paprskem se materiál odřízne a paleta odstínů se změní ze světle hnědé na tmavě hnědou. Při gravírování s rozostřeným paprskem získáme až sytě černé odstíny. Tímto způsobem můžeme získat různé palety odstínů a při gravírování vhodnou kombinací získat větší počet barev. To vede k větší grafické hloubce a lepšímu přenosu fotografií a grafiky do dřeva. Při správném vyladění je možné dosáhnout podobných kvalit jako při standardním tisku. Díky tomu je laserové gravírování do dřeva velmi zajímavé z hlediska kvality a ekologie celého procesu. Neexistuje žádný inkoust, žádná chemie. Takové výrobky lze označit za ekologické a mají mnohem menší negativní dopad na životní prostředí. Jedinými negativními složkami jsou laserové světlo, které je miniaturní a vydrží desítky tisíc hodin, a potřebná energie.

Rozdílné výsledky fotografie zdroje (uprostřed) se zaostřeným (vlevo) a rozostřeným (vpravo) laserovým paprskem
Na obrázku výše vidíme různé palety odstínů, kterých bylo dosaženo pouze různým zaostřením paprsku. Výrobní kód, řídicí jednotka a nastavení výkonu laseru byly totožné. Je třeba zmínit, že rozostření paprsku vede také k mírně větším rozměrům gravírovaného bodu, díky čemuž lze teoreticky dosáhnout nižších detailů. Vždy záleží na výkonu a optice gravírovací hlavy. Paprsek je nutné zaostřit s ohledem na požadované rozlišení. Při vytváření fotografií a grafiky do dřeva však bude mít gravírovaný bod omezené minimální rozměry (v závislosti na výkonu a optice), protože dřevo se mírně propaluje i v okolí gravírovaného bodu. To poskytuje určitou vůli pro nastavení ostrosti vzhledem k rytému bodu.
Rozostřený paprsek zajišťuje zvýšení tmavosti výsledné grafiky, jak ukazuje graf níže. Zároveň je křivka stínování ostřejší, takže výsledné ztmavnutí probíhá rychleji. Proto je třeba vhodně nastavit maximální výkon zářiče tak, aby byla celá hloubka stínů rovnoměrně rozložena v celém histogramu vstupní grafiky. Je třeba zmínit, že rozostřený paprsek potřebuje ke změně materiálu větší výkon než zaostřený paprsek. Je to způsobeno nižší hustotou energie rozostřeného paprsku a je to vidět na následujícím grafu pro hodnoty výkonu laseru 0-20 %.
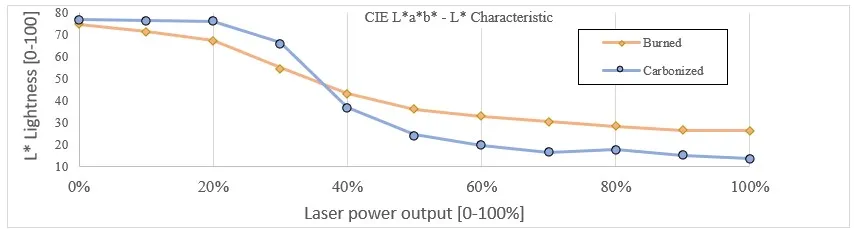
Hloubka odstínu laserového gravírování s vypáleným a karbonizovaným povrchem
Výsledné povrchy mají různé složení. Rozdíl mezi nimi a chemickými procesy je dobře patrný na snímku z elektronového mikroskopu níže. Množství černého uhlíku zanechaného na povrchu dřeva se rychle mění s rostoucí karbonizací povrchu. To je očekávané, protože černý uhlík je zodpovědný za černý odstín povrchu. Hloubka povrchu se mění jen nepatrně, protože hlavní energie laseru se využívá spíše ke karbonizaci dřeva než k jeho sublimaci.
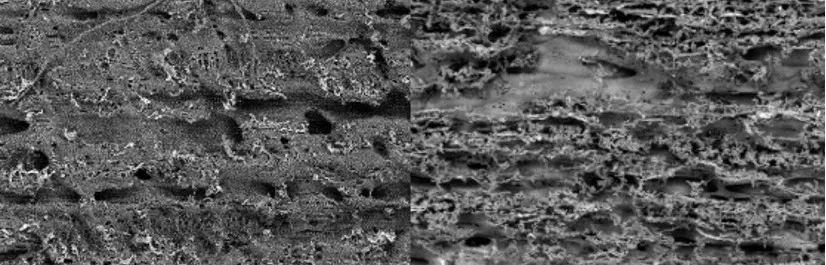
Rozdíly v množství černého uhlíku pod elektronovým mikroskopem pro zaostřený laserový paprsek(vlevo) a rozostřený laserový paprsek(vpravo).
Jak vybrat vhodnou sadu pro modernizaci konkrétního CNC stroje?
Speciálně pro vás jsme připravili webovou stránku, která uživatele provede procesem výběru laserové hlavy a následně ho dovede k vhodné sadě pro váš CNC stroj. Tuto webovou stránku navštívíte kliknutím na tlačítko níže.
Závěr
Využití polovodičových laserů každým rokem roste. Díky zvyšujícímu se výkonu polovodičových laserů je lze používat ve stále více případech. Fyzikální rozměry emitorů umožňují jejich kombinaci. Jejich kombinací lze dosáhnout vyšších výkonů nebo rychlejšího rastrového gravírování (gravírování více řádků najednou). S rozostřeným paprskem lze dosáhnout tmavších odstínů pro gravírování dřeva. To vede k větší hloubce výsledné grafiky. Vhodnou kombinací lze dosáhnout lepší kvality přenosu obrazu na dřevěný povrch. Je důležité optimalizovat proces laserového gravírování pro různé druhy a stavy dřeva.
Při stejném nastavení laseru a výkonu se dosahuje různé kvality. Zaostření paprsku je pouze jednou z proměnných. Vlhkost a stáří samotného dřeva jsou dalšími proměnnými, které se podílejí na zlepšení výsledků gravírování.
Autor článku:
Martin Jurek
Reference
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - A review. Optika a lasery v inženýrství. 2015, roč. 73, s. 89-122.
- Minami, K. a další. The removal of industrial epoxy injektážní malty pomocí vysoce výkonného diodového laseru. Optics and Lasers in Engineering. 2002, roč. 38, č. 6, s. 485-498.
- Bruno, Luigi. Mechanická charakterizace kompozitních materiálů pomocí optických technik: A review. Optics and Lasers in Engineering. 2018, roč. 104, s. 192-203.
- Chen, Yao a další. Změny barvy a chemismu povrchu extrahovaného dřeva. Wood Science and Technology. 2014, roč. 48, s. 137-150.
- Kifetew, Grima. Aplikace metody měření deformačního pole na dřevo během sušení. Wood Science and Technology. 1996, roč. 30, s. 455-462.
- Martinez-Conde, Alejandro a další. Review: Comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials [Srovnávací analýza CO2 laseru a konvenčního řezání při řezání řeziva a materiálů na bázi dřeva]. Wood Science and Technology. 2017, roč. 51, s. 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly [Laserová litografie s vysokým rozlišením a nízkými náklady s využitím sestavy optických hlav Blu-ray]. Optika a lasery v inženýrství. 2012, roč. 50, č. 6, s. 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Recyklace recyklovatelných materiálů: Experimentální analýza laserového zpracování CD-R. Optika a lasery v inženýrství. 2007, roč. 45, č. 1, s. 208-221.
- Vliv vlhkosti při řezání borového dřeva vláknovým laserem. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pages 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story (Modrá laserová dioda - kompletní příběh). 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G.Costa a další. Teoretické a experimentální aspekty laserového řezání přímým diodovým laserem. Optika a lasery v inženýrství. 2014, roč. 61, s. 31-38.
- Rychlé a flexibilní laserové značení a gravírování nakloněných a zakřivených povrchů. Diaci, Janez a další. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pages 195-199.
- Zeni, Luigi a další. Charakterizace výkonových polovodičových laserových diodových polí. Optics and Lasers in Engineering. 2003, Vol. 39, 2, pages 203-217.
- Wang, S. H., and others. Kolimace divergujícího svazku laserových diod pomocí optického vlákna s odstupňovanými indexy. Optics and Lasers in Engineering. 2000, Vol. 34, 2, pages 121-127.
- Pokroky a charakteristiky zpracování materiálů vysokovýkonným diodovým laserem. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, pages 231-253.
- Holton, Conrad a další. Annual Laser Market Review & Forecast [Roční přehled a prognóza laserového trhu]: Kam se poděly všechny lasery? Laser Focus World. [Online] 23. January 2017. [Citace: 20. ledna 2019] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Neomezené, strategie. Celosvětový trh s lasery: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.