Dépendance de la teinte de la gravure sur bois par rapport à la focalisation du faisceau laser

Introduction
La technologie de la gravure au laser consiste en la génération contrôlée d'un faisceau lumineux focalisé dont l'énergie chauffe le point d'impact sur un matériau opaque à une longueur d'onde spécifique. En fonction du profil du faisceau, de la quantité d'énergie appliquée, du temps d'exposition et du matériau de base, la surface du matériau se modifie avec des gradients et des intensités différents (1). Les effets du faisceau laser sur la surface du matériau ne sont apparents qu'à partir d'un certain niveau de puissance et sont généralement irréversibles (2). Les changements les plus importants dans le matériau pendant la gravure sont la perte de matière pendant la combustion (la profondeur) et le changement de la composition chimique de la couche superficielle (la teinte - le carbone).
La capacité à déterminer à l'avance l'intensité de ces changements est l'un des domaines clés du contrôle de la qualité dans la gravure au laser. La teinte produite par le faisceau laser sur le bois ne dépend pas seulement de l'intensité (la puissance) et du profil du faisceau laser (la section). Le matériau lui-même est utilisé en combinaison avec son environnement (l'air) pour produire la pigmentation souhaitée (la teinte) du matériau. Cela dépend donc également du type de bois, de sa température, de son humidité, de sa dureté et de la composition chimique actuelle des couches gravées (l'âge du bois et son traitement de surface).
En outre, le bois est un composite naturel (3) et un matériau vivant, et même après son traitement, il change constamment (dégradation - décomposition - absorption ou perte d'eau) (4). Les dimensions du bois peuvent également changer (5).
Utilisation d'émetteurs semi-conducteurs pour la gravure au laser
Pour un système capable de régler avec précision l'intensité du faisceau laser en fonction des propriétés actuelles du matériau de base et de son environnement, il convient d'utiliser un émetteur sensible et rapide (fréquence d'impulsion). De nos jours, la gravure de photos dans le bois est principalement réalisée à l'aide d'un laser CO2. Les lasers CO2 ont une puissance élevée, ce qui permet des vitesses de production et des coupes de matériaux importantes (6). Cependant, ils produisent des longueurs d'onde plus importantes (10 600 nm) et ne sont donc pas aussi précis que les lasers à diode à spectre visible (455 nm) (7). L'utilisation des lasers à semi-conducteurs a connu un essor considérable avec l'utilisation des CD (8 ; 9).
Ils trouvent leur application ici principalement en raison de leurs dimensions physiques, de leur prix d'achat et de la plus grande sécurité offerte par la longueur d'onde et la puissance de sortie. Grâce à l'augmentation spectaculaire de la puissance des diodes laser au cours des dernières années, cet émetteur devient un élément important de la technologie (10 ; 11). Les lasers à diodes apparaissent de plus en plus dans les applications industrielles (12 ; 13). En outre, ce potentiel est encore renforcé par la rapidité de la production en raison du prix d'achat élevé. Les lasers à diodes peuvent être contrôlés en puissance et leurs faisceaux peuvent être focalisés de manière relativement précise (14).
Cela permet d'obtenir des détails beaucoup plus fins sur une surface de bois et de calibrer potentiellement des changements infimes dans le matériau, l'environnement et l'usure omniprésente de l'émetteur. Cependant, les lasers à diode ont encore une puissance optique inférieure de deux ordres de grandeur, ce qui ralentit considérablement la production. Un grand avantage est leur taille, qui est jusqu'à trois ordres de grandeur plus petite. Il est donc plus facile et moins coûteux d'assembler des lasers à semi-conducteurs dans des systèmes multifaisceaux qui peuvent être commandés simultanément (augmentation de la puissance) ou séparément (gravure de plusieurs lignes à la fois) (11).

Module laser avec émetteurs combinés
Les lasers à semi-conducteurs ont donc le potentiel de surpasser les lasers à CO2 non seulement en termes de précision, mais aussi en termes de vitesse et d'économie de production dans l'application de la photogravure sur bois. Le facteur qui en fait un émetteur plus adapté à la production de photos gravées sur le bois est sa plus grande efficacité (15) dans le calibrage du faisceau en fonction des propriétés actuelles d'un matériau et de son environnement.
L'utilisation des lasers à semi-conducteurs augmente d'année en année, et ils sont aujourd'hui le type d'émetteur laser le plus utilisé. Cela est dû au large éventail d'applications et à l'augmentation significative de leur puissance maximale au cours des dernières décennies. Le revenu mondial total provenant de la vente d'émetteurs laser s'élevait à 10,4 milliards de dollars en 2016 (16). Sur ce montant, 45 % provenaient des seules ventes de lasers à semi-conducteurs (17). La tendance actuelle, illustrée par la figure 1, suggère que cette technologie a actuellement un avenir plus prometteur en termes d'attraction d'investissements dans la recherche et le développement.
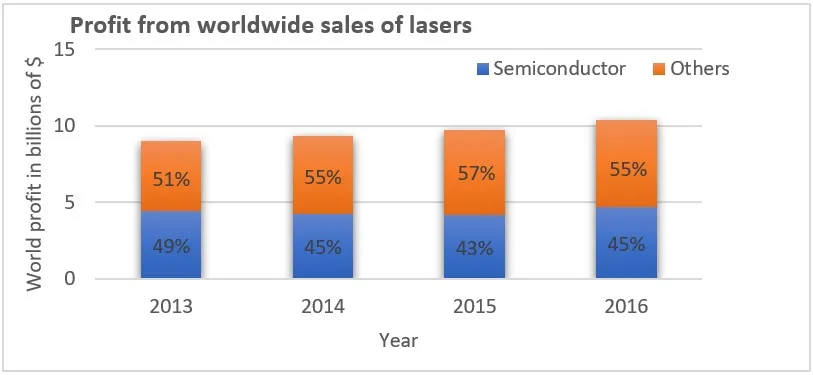
Ventes de lasers à semi-conducteurs
Amélioration de la qualité de la gravure au laser
La combustion et la carbonisation sont deux processus chimiques de base qui se déroulent dans le bois lors de la gravure au laser. Ces processus se déroulent simultanément et un contrôle adéquat permet d'obtenir un nombre considérable de teintes différentes. Plusieurs approches peuvent être utilisées pour parvenir à un contrôle adéquat. L'une d'entre elles consiste à modifier la focalisation du faisceau laser.
Résultats du LASER focalisé et défocalisé
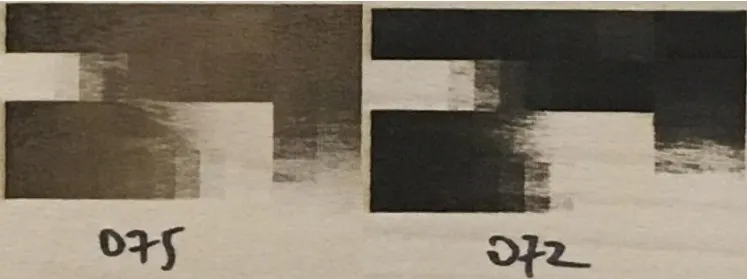
Lors de la gravure avec un faisceau focalisé, le matériau est coupé et la palette de teintes passe du brun clair au brun foncé. Pour la gravure avec un faisceau défocalisé, nous obtenons jusqu'à de riches nuances noires. De cette manière, nous pouvons obtenir différentes palettes de nuances et un plus grand nombre de couleurs lors de la gravure avec une combinaison appropriée. Cela permet d'obtenir une plus grande profondeur graphique et d'améliorer les transferts de photos et de graphiques sur le bois. Avec un réglage adéquat, il est possible d'obtenir des qualités similaires à celles de l'impression standard. La gravure laser sur bois est donc très intéressante du point de vue de la qualité et de l'écologie de l'ensemble du processus. Il n'y a pas d'encre, pas de chimie. Ces produits peuvent être qualifiés d'écologiques et ont un impact négatif beaucoup plus faible sur l'environnement. Les seuls éléments négatifs sont la lumière laser, qui est miniature et dure des dizaines de milliers d'heures, et l'énergie nécessaire.

Différents résultats de la photo de la source (au milieu) avec un faisceau laser focalisé (à gauche) et défocalisé (à droite)
Dans l'image ci-dessus, on peut voir différentes palettes de nuances qui ont été obtenues uniquement grâce à une focalisation différente du faisceau. Le code de production, l'unité de contrôle et les réglages de la puissance du laser étaient identiques. Il convient de mentionner que le flou du faisceau entraîne également des dimensions légèrement plus élevées du point gravé, ce qui permet théoriquement d'obtenir des détails plus faibles. Cela dépend toujours des performances et de l'optique de la tête de gravure. Il est nécessaire de focaliser le faisceau en fonction de la résolution souhaitée. Toutefois, lors de la gravure de photos et de graphiques dans le bois, la taille minimale de la pointe gravée sera limitée (en fonction de la puissance et de l'optique), car le bois brûle légèrement autour de la pointe gravée. Cela permet d'ajuster la netteté par rapport au point gravé.
Le faisceau flou permet d'augmenter l'obscurité des graphiques résultants, comme le montre le graphique ci-dessous. Dans le même temps, la courbe d'ombrage est plus nette, de sorte que l'obscurcissement se produit plus rapidement. Par conséquent, la puissance maximale de l'émetteur doit être ajustée de manière à ce que la profondeur totale des ombres soit uniformément répartie dans l'histogramme du graphique d'entrée. Il convient de mentionner qu'un faisceau flou a besoin de plus de puissance pour modifier le matériau qu'un faisceau focalisé. Cela est dû à la densité d'énergie plus faible du faisceau flou et peut être observé dans le graphique suivant pour les valeurs de puissance du laser de 0 à 20 %.
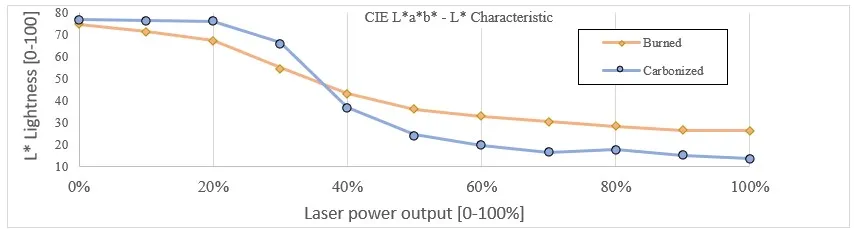
Profondeur d'ombrage de la gravure laser avec une surface brûlée et carbonisée
Les surfaces obtenues ont des compositions différentes. La différence entre ces deux processus chimiques peut être facilement observée sur le balayage au microscope électronique ci-dessous. La quantité de carbone noir laissée sur les surfaces de bois change rapidement avec l'augmentation de la carbonisation de la surface. Cela est normal puisque le carbone noir est responsable de la teinte noire de la surface. La profondeur d'une surface ne change que légèrement puisque l'énergie principale du laser est utilisée pour la carbonisation du bois plutôt que pour sa sublimation.
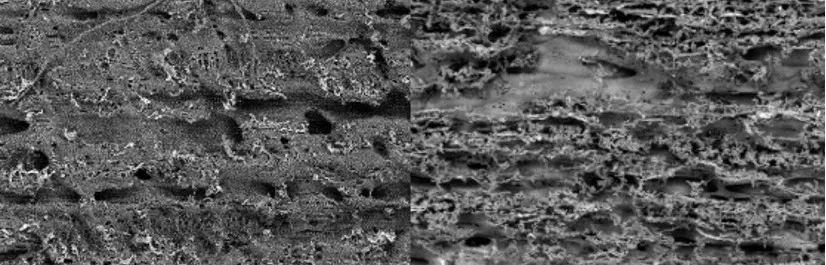
Différences dans les quantités de carbone noir au microscope électronique pour le faisceau laser focalisé (à gauche) et le faisceau laser défocalisé (à droite).
Comment choisir un kit de mise à niveau de machine CNC approprié pour une machine CNC particulière ?
Nous avons préparé spécialement pour vous un site web qui guide l'utilisateur dans le processus de sélection d'une tête laser et qui l'amène ensuite au kit approprié pour votre machine CNC. Cliquez sur le bouton ci-dessous pour visiter ce site.
Conclusion
L'utilisation des lasers à semi-conducteurs augmente chaque année. Grâce à l'augmentation de la puissance de sortie des lasers à semi-conducteurs, ils peuvent être utilisés dans de plus en plus de cas. Les dimensions physiques des émetteurs permettent de les combiner. Ils peuvent être combinés pour obtenir des puissances de sortie plus élevées ou une gravure de trame plus rapide (gravure de plusieurs rangées en même temps). Le faisceau défocalisé permet d'obtenir des teintes plus foncées pour la gravure du bois. Cela permet d'obtenir une plus grande profondeur des graphiques obtenus. Une combinaison adéquate permet d'obtenir une meilleure qualité de transfert de l'image sur les surfaces en bois. Il est important d'optimiser le processus de gravure laser en fonction des différentes essences et états du bois.
Avec le même laser et les mêmes réglages de puissance de sortie, on obtient une qualité différente. La focalisation du faisceau n'est qu'une variable parmi d'autres. L'humidité et l'âge du bois sont d'autres variables qui jouent un rôle dans l'amélioration des résultats de la gravure.
Auteur de l'article :
Martin Jurek
Références
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - A review. Optics and Lasers in Engineering. 2015, Vol. 73, pages 89-122.
- Minami, K., et autres. The removal of industrial epoxy grout using a high-power diode laser. Optics and Lasers in Engineering. 2002, Vol. 38, 6, pages 485-498.
- Bruno, Luigi. Caractérisation mécanique des matériaux composites par des techniques optiques : A review. Optics and Lasers in Engineering. 2018, Vol. 104, pages 192-203.
- Chen, Yao, et autres. Changements de couleur et de chimie de surface du bois extrait. Wood Science and Technology. 2014, Vol. 48, pages 137-150.
- Kifetew, Grima. Application de la méthode de mesure du champ de déformation au bois pendant le séchage. Wood Science and Technology. 1996, Vol. 30, pages 455-462.
- Martinez-Conde, Alejandro, et autres. Revue : Comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials (Analyse comparative du laser CO2 et du sciage conventionnel pour la découpe du bois d'œuvre et des matériaux à base de bois). Wood Science and Technology. 2017, Vol. 51, pages 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly. Optics and Lasers in Engineering. 2012, Vol. 50, 6, pages 900-904.
- Barletta, Massimiliano, Gisario, Annamaria et Tagliaferri, Vincenzo. Récupération de matériaux recyclables : Experimental analysis of CD-R laser processing. Optics and Lasers in Engineering. 2007, Vol. 45, 1, pages 208-221.
- L'effet de la teneur en humidité dans la découpe laser à fibre du bois de pin. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pages 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G.Costa, et autres. Theoretical and experimental aspects of laser cutting with a direct diode laser. Optics and Lasers in Engineering. 2014, Vol. 61, pages 31-38.
- Marquage et gravure laser rapides et flexibles de surfaces inclinées et courbes. Diaci, Janez, et autres. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pages 195-199.
- Zeni, Luigi, et autres. Power semiconductor laser diode arrays characterization. Optics and Lasers in Engineering. 2003, Vol. 39, 2, pages 203-217.
- Wang, S. H., et autres. Collimation d'un faisceau de diode laser divergent à l'aide d'une fibre optique à gradient d'indice. Optics and Lasers in Engineering. 2000, Vol. 34, 2, pages 121-127.
- The advances and characteristics of high-power diode laser materials processing (Les progrès et les caractéristiques du traitement des matériaux par laser à diode de haute puissance). Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, pages 231-253.
- Holton, Conrad, et autres. Annual Laser Market Review & Forecast : Où sont passés tous les lasers ? Laser Focus World. [En ligne] 23. Janvier 2017. [Citations : 20. janvier 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Illimité, Stratégies. Le marché mondial des lasers : Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.