木工彫刻のシェードのレーザービーム焦点依存性

はじめに
レーザー彫刻の技術は、集光された光ビームの制御された生成で構成され、そのエネルギーは特定の波長で不透明な材料の衝突点を加熱します。ビームプロファイル、印加エネルギー量、露光時間、基材によって、材料の表面は異なる勾配と強度で変化する(1)。材料表面へのレーザービームの影響は、ある出力レベル以上で初めて明らかになり、一般に不可逆的である(2)。彫刻中の材料の最も重要な変化は、燃焼中の材料の損失(深さ)と表面層の化学組成の変化(色合い - カーボン)である。
これらの変化の強さを事前に判断する能力は、レーザー彫刻における品質管理の重要な分野のひとつです。レーザービームが木材に作り出す色合いは、強度(出力)とレーザービームのプロファイル(断面)だけに依存するわけではありません。材料そのものとその環境(空気)との組み合わせによって、材料の望ましい色素沈着(色合い)が生み出されるのです。そのため、木材の種類、温度、湿度、硬度、現在の彫刻層の化学組成(木材の年数や表面処理)にも左右される。
加えて、木材は天然の複合材料(3)であり、生きた素材であるため、加工後も常に変化している(劣化-分解-吸水・吸水)(4)。木材の寸法も変化する(5)。
レーザー彫刻における半導体エミッターの使用
母材とその環境の特性に応じてレーザービームの強度を微調整できるシステムには、高感度で高速(パルス周波数)の発信器を使用するのが適切である。現在、木材への写真彫刻は主にCO2レーザーで行われている。CO2レーザーは高出力であるため、高い生産速度と材料の切断が可能である(6)。しかし、波長が長い(10600 nm)ため、可視スペクトルのダイオード・レーザー(455 nm)ほど正確ではありません(7)。半導体レーザーの使用は、CDの使用により大幅に増加した(8; 9)。
半導体レーザーは、主にその物理的な大きさ、購入価格、波長と出力パワーによって与えられる高い安全性によって、ここでの応用が見出されている。近年、レーザーダイオードの出力が劇的に向上したおかげで、このエミッターは技術の重要な一部となりつつある(10; 11)。ダイオード・レーザーは、産業用途にますます登場している(12; 13)。さらに、この可能性は、購入価格が高いことによる迅速な生産によってさらに高まっている。ダイオードレーザは出力を制御でき、ビームを比較的正確に集光できる(14)。
このため、木材表面にはるかに微細なディテールを付与することができ、材料、環境、エミッタの偏在摩耗の微細な変化を校正できる可能性がある。しかし、ダイオード・レーザーの光出力は2桁も小さいため、生産は大幅に遅れる。大きな利点はその大きさで、最大で3桁小さくなる。このため、半導体レーザーをマルチビームシステムに組み込んで、同時制御(出力を上げる)または個別制御(一度に複数のラインを彫る)することが、より簡単かつ安価にできるようになった(11)。

エミッターを組み合わせたレーザーモジュール
このように、半導体レーザーは、木材への写真製版の応用において、精度の面だけでなく、スピードや生産の経済性の面でもCO2レーザーを凌駕する可能性を秘めている。半導体レーザーが木材への写真彫刻に適している理由は、半導体レーザーの高い効率と、材料とその環境の特性に基づいてビームを較正する効果(15)にある。
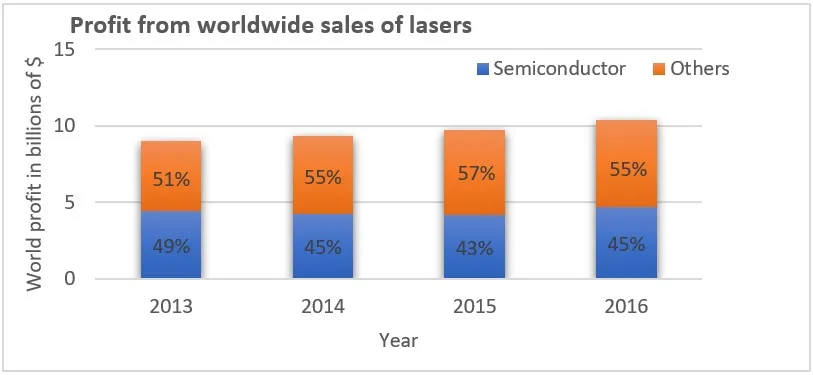
半導体レーザーの使用は年々増加しており、現在では最も広く使用されている。これは、幅広い用途と、過去数十年にわたる最大出力の大幅な増加によるものである。レーザーエミッターの販売による世界の総売上高は、2016年に104億ドルであった(16)。このうち半導体レーザーの販売だけで45%を占めている(17)。図1に示す現在の傾向は、研究開発への投資を呼び込むという点で、この技術が現在より有望な将来性を持っていることを示唆している。
半導体レーザー売上高
レーザー彫刻の品質向上
レーザー彫刻中に木材材料で起こる2つの基本的な化学プロセスは、燃焼と炭化である。これらのプロセスは同時に行われ、適切な制御により、かなりの数の異なる色合いを達成することができる。適切な制御を達成するために、複数のアプローチを使用することができる。その一つは、レーザービームの焦点の違いである。
集光レーザーとデフォーカス・レーザーの結果
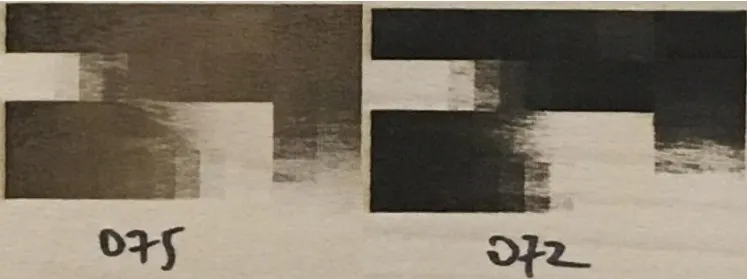
集光ビームによる彫刻では、材料は切断され、色合いのパレットは明るい茶色から暗い茶色へと変化する。デフォーカス・ビームによる彫刻では、豊かな黒の色合いまで得られます。このように、異なる色調のパレットを得ることができ、適切な組み合わせで彫刻すると、より多くの色数を得ることができる。これにより、グラフィックの深みが増し、写真やグラフィックの木材への転写が向上します。適切な調整により、通常の印刷と同様の品質を達成することが可能です。このため、木材へのレーザー彫刻は、プロセス全体の品質とエコロジーの観点から非常に興味深いものとなっている。インクも化学薬品も使わない。このような製品は、環境に優しく、環境への悪影響がはるかに少ないと言えます。唯一のマイナス要素は、小型で数万時間持続するレーザー光と、必要なエネルギーだけである。

焦点の合った(左)レーザー光線と焦点の外れた(右)レーザー光線による光源写真(中央)の異なる結果
上の画像では、ビームの焦点の違いだけで、異なる色合いのパレットを見ることができる。プロダクション・コード、コントロール・ユニット、レーザー出力設定は同一である。ビームのぼかしは、彫刻されたポイントの寸法をわずかに大きくすることにもつながり、そのおかげで理論的にはより低いディテールを達成することができる。これは常に彫刻ヘッドの性能と光学系に依存する。希望する解像度を考慮してビームの焦点を合わせる必要がある。しかし、木材に写真やグラフィックを彫刻する場合、木材が彫刻されたポイントの周囲もわずかに燃えるため、彫刻されたポイントの最小サイズは限られています(パワーと光学系による)。このため、彫られたポイントに対してシャープネスを調整するためのクリアランスが生まれます。
下のグラフに示すように、ビームがぼやけることで、得られるグラフィックの暗さが増します。同時に、シェードカーブがシャープになるため、結果的に暗くなるスピードが速くなります。したがって、最大エミッタ出力は、シェードの深さ全体が入力グラフィックのヒストグラム全体に均等に分布するように適切に調整する必要があります。ぼやけたビームは、集光されたビームよりも材料を変化させるのに多くのパワーを必要とすることに言及しておく必要があります。これは、ぼかしビームのエネルギー密度が低いためであり、レーザー出力値が0~20%の場合の以下のグラフで見ることができます。
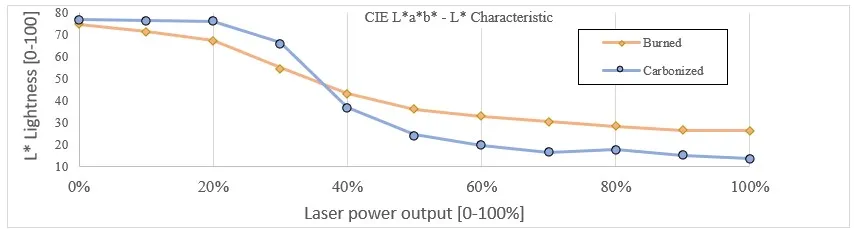
焼けた表面と炭化した表面によるレーザー彫刻の陰影深さ
得られた表面は異なる組成を持つ。化学処理による違いは、下の電子顕微鏡スキャンで簡単に見ることができる。木材表面に残るブラックカーボンの量は、表面の炭化が進むにつれて急速に変化する。これは、黒色炭素が表面の黒色陰影の原因であることから予想されることである。主なレーザーエネルギーは木材の昇華ではなく、木材の炭化に使用されるため、表面の深さはわずかにしか変化しない。
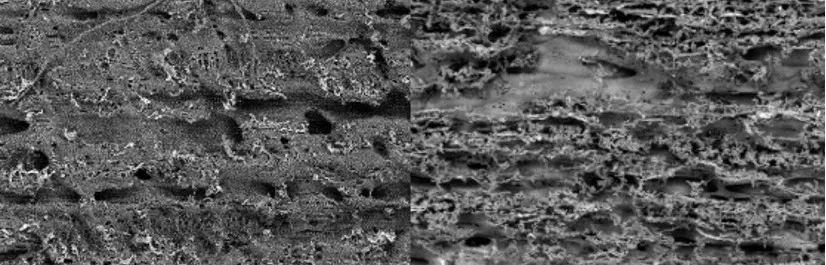
集光レーザービーム(左)とデフォーカスレーザービーム(右)の電子顕微鏡によるブラックカーボン量の違い
どのように特定のCNCマシンのための適切なCNCマシンアップグレードキットを選択するには?
お客様のために、レーザーヘッドの選択プロセスをガイドし、お客様のCNCマシンに適切なセットに導くウェブサイトをご用意しました。下のボタンをクリックして、このウェブサイトをご覧ください。
結論
半導体レーザの使用は年々増加しています。半導体レーザの高出力化のおかげで、より多くのケースで使用できるようになりました。エミッタの物理的寸法は、それらの組み合わせを可能にします。より高い出力や、より高速なラスター彫刻(同時に複数列の彫刻)に組み合わせることができます。デフォーカスされたビームにより、木材の彫刻でより暗い色合いを得ることができます。これにより、より深みのあるグラフィックが得られます。適切な組み合わせにより、木材表面への画像転写の品質を向上させることができます。異なる樹種や状態の木材にレーザー彫刻プロセスを最適化することが重要です。
同じレーザーと出力設定でも、異なる品質が得られます。ビームの焦点は一つの変数に過ぎません。湿度や木材自体の年数も、彫刻結果の向上に関与する他の変数である。
記事の著者
マーティン・ジュレク
参考文献
- Mishra, Sanjay a Yadava, Vinod.Laser Beam MicroMachining (LBMM) - A review.Optics and Lasers in Engineering.2015, Vol.73, pages 89-122.
- Minami, K., and others.高出力ダイオードレーザーを用いた工業用エポキシグラウトの除去.Optics and Lasers in Engineering.2002, Vol.38, 6, pages 485-498.
- Bruno, Luigi.光学技術による複合材料の機械的特性評価:レビュー。Optics and Lasers in Engineering.2018 年、第 104 巻、192-203 ページ。
- Chen, Yao, and others.抽出木材の色と表面化学変化。木材科学と技術。2014年、第48巻、137-150ページ。
- Kifetew, Grima.乾燥中の木材に対する変形場測定法の適用。木材科学と技術。1996年、第30巻、455-462ページ。
- Martinez-Conde, Alejandro, and others.レビュー:木材および木質系材料の切断におけるCO2レーザーと従来の鋸切断の比較分析。Wood Science and Technology.2017, Vol.51, pages 943-966.
- 高分解能、低コストのブルーレイ光学ヘッドアセンブリを用いたレーザーリソグラフィ。Optics and Lasers in Engineering.2012, Vol.50, 6, pages 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo.Recovering recyclable materials:CD-Rレーザー加工の実験的分析。Optics and Lasers in Engineering.2007, Vol.45, 1, pages 208-221.
- 松材のファイバーレーザー切断における含水率の影響。Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin.9-10, 2011, Optics and Lasers in Engineering, Vol.49, pages 1139-1152.
- 青色レーザーダイオード-その全貌。2.Berlin : Springer - Verlag, 2000.978-3-540-66505-2.
- Rodrigues, G.Costa, and others.ダイレクト・ダイオード・レーザーによるレーザー切断の理論的および実験的側面.Optics and Lasers in Engineering.2014年、第61巻、31-38ページ。
- 傾いた曲面への迅速で柔軟なレーザーマーキングと彫刻。Diaci, Janez, and others.2, 2011, Optics and Lasers in Engineering, Vol.49, pages 195-199.
- Zeni, Luigi, and others.パワー半導体レーザーダイオードアレイの特性評価.光学とレーザー工学.2003, Vol.39, 2, pages 203-217.
- Wang, S. H., and others.グレーデッドインデックス光ファイバを用いた発散レーザーダイオードビームのコリメート.Optics and Lasers in Engineering.2000, Vol.34, 2, pages 121-127.
- 高出力ダイオードレーザー材料加工の進歩と特性.李、林。4-6, 2000, Optics and Lasers in Engineering, Vol.34, pages 231-253.
- Holton, Conrad, and others.Annual Laser Market Review & Forecast:レーザーはどこへ行ったのか?Laser Focus World.[オンライン] 23.January 2017.[引用:2019年1月20日.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies.レーザーの世界市場:Market Review and Forecast 2017.New Hampshire : Strategies Unlimited, 2017.