Зависимость оттенка гравировки по дереву от фокусировки лазерного луча

Введение
Технология лазерной гравировки заключается в контролируемой генерации сфокусированного луча света, энергия которого нагревает точку воздействия на непрозрачный материал на определенной длине волны. В зависимости от профиля луча, количества приложенной энергии, времени воздействия и материала основы поверхность материала изменяется с различными градиентами и интенсивностью (1). Воздействие лазерного луча на поверхность материала проявляется только при определенном уровне мощности и, как правило, является необратимым (2). Наиболее важными изменениями в материале при гравировке являются потеря материала при прожиге (глубина) и изменение химического состава поверхностного слоя (оттенок - карбон).
Возможность заранее определить интенсивность этих изменений является одним из ключевых направлений контроля качества лазерной гравировки. Оттенок, создаваемый лазерным лучом на древесине, зависит не только от интенсивности (мощности) и профиля лазерного луча (сечения). Сам материал в сочетании с окружающей средой (воздухом) создает желаемую пигментацию (оттенок) материала. Таким образом, все зависит от породы дерева, его температуры, влажности, твердости и текущего химического состава гравируемых слоев (возраст дерева и его поверхностная обработка).
Кроме того, дерево - это природный композит (3) и живой материал, и даже после обработки оно постоянно изменяется (деградирует - разлагается - поглощает или теряет воду) (4). Размеры древесины также могут меняться (5).
Использование полупроводниковых излучателей в лазерной гравировке
Для системы, способной тонко настраивать интенсивность лазерного луча в зависимости от текущих свойств материала основы и окружающей среды, целесообразно использовать чувствительный и быстрый (частота импульсов) излучатель. В настоящее время гравировка фотографий на дереве в основном выполняется с помощью CO2-лазера. CO2-лазеры обладают высокой мощностью, что позволяет добиться высокой скорости производства и резки материала (6). Однако они излучают волны большей длины (10600 нм), поэтому не так точны, как диодные лазеры видимого спектра (455 нм) (7). Использование полупроводниковых лазеров получило огромный рост благодаря применению компакт-дисков (8; 9).
Они нашли свое применение здесь в основном благодаря своим физическим размерам, цене приобретения и более высокой безопасности, обеспечиваемой длиной волны и выходной мощностью. Благодаря резкому увеличению мощности лазерных диодов в последние годы этот излучатель становится важной частью технологии (10; 11). Диодные лазеры все чаще находят применение в промышленности (12; 13). Более того, этот потенциал увеличивается благодаря быстрому производству из-за высокой закупочной цены. Мощность диодных лазеров можно регулировать, а их лучи можно фокусировать относительно точно (14).
Это позволяет придать поверхности дерева гораздо более тонкую детализацию и потенциально откалибровать мельчайшие изменения в материале, окружающей среде и повсеместном износе излучателя. Однако диодные лазеры все еще имеют на два порядка меньшую оптическую мощность, поэтому их производство значительно замедляется. Большим преимуществом является их размер, который на три порядка меньше. Это позволяет проще и дешевле собирать полупроводниковые лазеры в многолучевые системы, которыми можно управлять одновременно (увеличивая мощность) или по отдельности (гравируя сразу несколько линий) (11).

Лазерный модуль с комбинированными излучателями
Таким образом, полупроводниковые лазеры способны превзойти CO2-лазеры не только по точности, но и по скорости и экономичности производства в области фотогравировки по дереву. Фактором, который в конечном итоге делает их более подходящим излучателем для создания гравированных фотографий на дереве, является их более высокая эффективность и результативность (15) в калибровке луча на основе текущих свойств материала и его окружения.
Использование полупроводниковых лазеров растет с каждым годом, и в настоящее время они являются наиболее распространенным типом лазерных излучателей. Это объясняется широким спектром применения и значительным увеличением их максимальной мощности за последние несколько десятилетий. В 2016 году общий мировой доход от продажи лазерных излучателей составил 10,4 млрд долларов (16). Из них 45 % пришлось только на продажи полупроводниковых лазеров (17). Текущая тенденция, показанная на рисунке 1, свидетельствует о том, что в настоящее время эта технология имеет более перспективное будущее с точки зрения привлечения инвестиций в исследования и разработки.
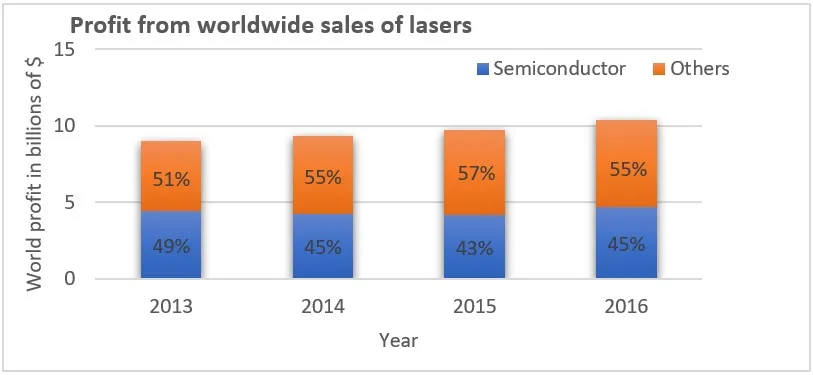
Продажи полупроводниковых лазеров
Повышение качества лазерной гравировки
Два основных химических процесса, происходящих в древесном материале во время лазерной гравировки, - это горение и карбонизация. Эти процессы происходят одновременно, и при должном контроле можно получить значительное количество различных оттенков. Для достижения надлежащего контроля можно использовать несколько подходов. Один из вариантов - различная фокусировка лазерного луча.
Результаты использования сфокусированного и расфокусированного лазерного луча
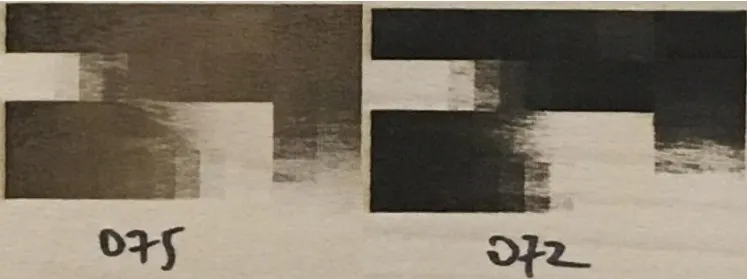
При гравировке сфокусированным лучом материал обрезается, и палитра оттенков меняется от светло-коричневого до темно-коричневого. При гравировке расфокусированным лучом мы получаем вплоть до насыщенных черных оттенков. Таким образом, мы можем получить различные палитры оттенков и получить большее количество цветов при гравировке с подходящей комбинацией. Это приводит к большей глубине графики и улучшению переноса фотографий и графики на дерево. При правильной настройке можно добиться качества, схожего с качеством обычной печати. Это делает лазерную гравировку по дереву очень интересной с точки зрения качества и экологичности всего процесса. Здесь нет ни чернил, ни химии. Такие изделия можно назвать экологически чистыми и оказывающими гораздо меньшее негативное воздействие на окружающую среду. Единственные негативные компоненты - это лазерное излучение, которое миниатюрно и работает десятки тысяч часов, и необходимая энергия.

Разные результаты исходной фотографии (посередине) с сфокусированным (слева) и расфокусированным (справа) лазерным лучом
На изображении выше мы видим различные палитры оттенков, которые были достигнуты только за счет разной фокусировки луча. При этом производственный код, блок управления и настройки мощности лазера были идентичны. Стоит отметить, что размытие луча также приводит к несколько большим размерам выгравированной точки, благодаря чему теоретически можно добиться более низкой детализации. Это всегда зависит от производительности и оптики гравировальной головки. Необходимо фокусировать луч с учетом желаемого разрешения. Однако при нанесении фотографий и графики на дерево выгравированная точка будет иметь ограниченный минимальный размер (в зависимости от мощности и оптики), так как дерево немного подгорает и вокруг гравированной точки. Это дает некоторый зазор для регулировки резкости относительно точки гравировки.
Размытый луч обеспечивает увеличение темноты получаемой графики, как показано на графике ниже. В то же время кривая тени более резкая, поэтому затемнение происходит быстрее. Поэтому максимальная мощность излучателя должна быть настроена соответствующим образом, чтобы вся глубина теней равномерно распределялась по гистограмме входной графики. Следует отметить, что размытый луч требует большей мощности для изменения материала, чем сфокусированный. Это связано с меньшей плотностью энергии размытого луча и видно на следующем графике для значений мощности лазера 0-20 %.
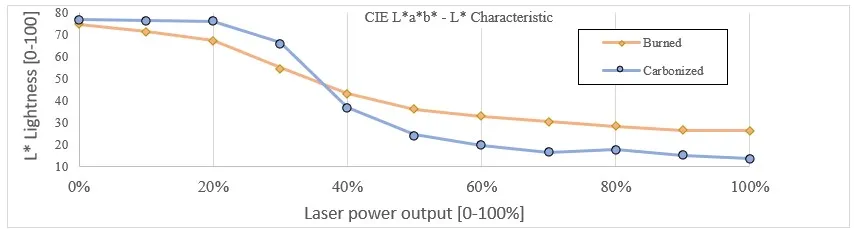
Глубина тени лазерной гравировки с обожженной и карбонизированной поверхностью
Полученные поверхности имеют разный состав. Разница между ними и химическими процессами хорошо видна на снимке электронного микроскопа ниже. Количество черного углерода, оставшегося на деревянных поверхностях, быстро меняется с увеличением степени карбонизации поверхности. Этого следовало ожидать, так как черный углерод отвечает за черный оттенок поверхности. Глубина поверхности изменяется незначительно, поскольку основная энергия лазера используется для карбонизации древесины, а не для ее сублимации.
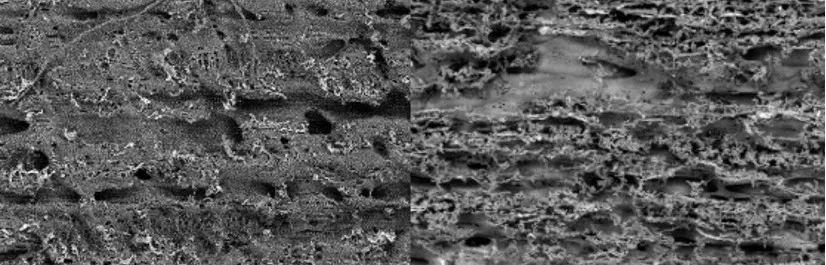
Разница в количестве черного углерода под электронным микроскопом для сфокусированного лазерного луча (слева) и расфокусированного лазерного луча (справа)
Как выбрать подходящий комплект модернизации станка с ЧПУ для конкретного станка с ЧПУ?
Специально для вас мы подготовили сайт, который проведет пользователя через процесс выбора лазерной головки и затем приведет к соответствующему комплекту для вашего станка с ЧПУ. Нажмите на кнопку ниже, чтобы перейти на этот сайт.
Заключение
Использование полупроводниковых лазеров растет с каждым годом. Благодаря увеличению выходной мощности полупроводниковых лазеров их можно использовать во все большем количестве случаев. Физические размеры эммитеров позволяют их комбинировать. Их можно комбинировать для повышения мощности или ускорения растровой гравировки (гравировка нескольких рядов одновременно). С помощью расфокусированного луча можно добиться более темных оттенков при гравировке дерева. Это приводит к большей глубине получаемой графики. При правильном сочетании можно добиться лучшего качества переноса изображения на деревянные поверхности. Важно оптимизировать процесс лазерной гравировки для различных пород и состояний древесины.
При одинаковых настройках лазера и выходной мощности достигается разное качество. Фокусировка луча - лишь одна из переменных. Влажность и возраст самой древесины - другие переменные, которые играют роль в улучшении результатов гравировки.
Автор статьи:
Мартин Юрек
Ссылки
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - A review. Оптика и лазеры в технике. 2015, том 73, страницы 89-122.
- Минами, К. и др. Удаление промышленных эпоксидных затирок с помощью мощного диодного лазера. Оптика и лазеры в технике. 2002, том 38, 6, с. 485-498.
- Бруно, Луиджи. Механическая характеристика композитных материалов с помощью оптических методов: Обзор. Оптика и лазеры в машиностроении. 2018, том 104, страницы 192-203.
- Чен, Яо и др. Изменение цвета и химического состава поверхности экстрагированной древесины. Wood Science and Technology. 2014, том 48, страницы 137-150.
- Кифетев, Грима. Применение метода измерения поля деформации к древесине во время сушки. Wood Science and Technology. 1996, том 30, с. 455-462.
- Мартинес-Конде, Алехандро и др. Обзор: Сравнительный анализ CO2-лазера и обычного пиления для раскроя пиломатериалов и древесных материалов. Wood Science and Technology. 2017, том 51, страницы 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Лазерная литография с высоким разрешением и низкой стоимостью с использованием оптической головки Blu-ray в сборе. Оптика и лазеры в технике. 2012, том 50, 6, страницы 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Восстановление материалов, пригодных для вторичной переработки: Экспериментальный анализ лазерной обработки CD-R. Оптика и лазеры в технике. 2007, том 45, 1, с. 208-221.
- Влияние содержания влаги при волоконно-лазерной резке древесины сосны. Эрнандес-Кастаньеда, Хуан-Карлос, Курсад, Хусейн a Ли, Лин. 9-10, 2011, Оптика и лазеры в технике, том 49, страницы 1139-1152.
- Накамура, С., Пиртон, С. a Фасол, Г. Синий лазерный диод - полная история. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Родригес, Г. Коста и др. Теоретические и экспериментальные аспекты лазерной резки с помощью прямого диодного лазера. Оптика и лазеры в технике. 2014, том 61, страницы 31-38.
- Быстрая и гибкая лазерная маркировка и гравировка наклонных и криволинейных поверхностей. Диачи, Янез и др. 2, 2011, Оптика и лазеры в машиностроении, том 49, страницы 195-199.
- Дзени, Луиджи и др. Характеристика массивов мощных полупроводниковых лазерных диодов. Оптика и лазеры в технике. 2003, том 39, 2, с. 203-217.
- Ванг, С. Х. и др. Коллимация расходящегося пучка лазерного диода с помощью оптического волокна с градиентной индексацией. Оптика и лазеры в технике. 2000, том 34, 2, страницы 121-127.
- Достижения и характеристики обработки материалов мощным диодным лазером. Ли, Лин. 4-6, 2000, Оптика и лазеры в технике, том 34, страницы 231-253.
- Холтон, Конрад и другие. Ежегодный обзор и прогноз рынка лазеров: Куда делись все лазеры? Laser Focus World. [Онлайн] 23. January 2017. [Цитата: 20. января 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. The Worldwide Market for Lasers: Market Review and Forecast 2017. Нью-Гэмпшир : Strategies Unlimited, 2017.