Skyggeavhengighet for tregravering av laserstrålefokus

Innledning
Teknologien for lasergravering består av en kontrollert generering av en fokusert lysstråle hvis energi varmer opp nedslagspunktet på et ugjennomsiktig materiale med en bestemt bølgelengde. Avhengig av stråleprofilen, energimengden som tilføres, eksponeringstiden og grunnmaterialet, endres materialets overflate med ulike gradienter og intensiteter (1). Effekten av laserstrålen på materialets overflate er bare tydelig over et visst effektnivå og er generelt irreversibel (2). De viktigste endringene i materialet under gravering er materialtapet under brenning (dybden) og endringen i overflatelagets kjemiske sammensetning (fargetone - karbon).
Muligheten til å bestemme intensiteten av disse endringene på forhånd er et av de viktigste områdene for kvalitetskontroll innen lasergravering. Skyggen som laserstrålen produserer på tre avhenger ikke bare av intensiteten (effekten) og laserstrålens profil (tverrsnittet). Selve materialet brukes i kombinasjon med omgivelsene (luften) til å produsere den ønskede pigmenteringen (fargetonen) på materialet. Det avhenger altså også av tresorten, temperaturen, fuktigheten, hardheten og den aktuelle kjemiske sammensetningen av de graverte lagene (treets alder og overflatebehandling).
I tillegg er tre en naturlig kompositt (3) og et levende materiale, og selv etter bearbeiding er det i stadig endring (nedbrytning - nedbrytning - absorpsjon eller tap av vann) (4). Treets dimensjoner kan også endre seg (5).
Bruk av halvlederemittere i lasergravering
For et system som kan finjustere laserstrålens intensitet avhengig av de aktuelle egenskapene til grunnmaterialet og dets omgivelser, er det hensiktsmessig å bruke en følsom og rask (pulsfrekvens) sender. I dag graveres bilder i tre hovedsakelig med en CO2-laser. CO2-lasere har høy effekt, noe som gir høy produksjonshastighet og store materialsnitt (6). De produserer imidlertid lengre bølgelengder (10600 nm), så de er ikke like nøyaktige som diodelasere i det synlige spekteret (455 nm) (7). Bruken av halvlederlasere har økt kraftig i takt med bruken av CD (8; 9).
De finner sin anvendelse her hovedsakelig på grunn av sine fysiske dimensjoner, innkjøpspris og høyere sikkerhet gitt av bølgelengden og utgangseffekten. Takket være den dramatiske økningen i effekten til laserdioder de siste årene er denne emitteren i ferd med å bli en viktig del av teknologien (10; 11). Diodelasere dukker stadig oftere opp i industrielle applikasjoner (12; 13). Dette potensialet forsterkes ytterligere av den raske produksjonen på grunn av den høye innkjøpsprisen. Diodelasere kan styres i effekt, og strålene kan fokuseres relativt presist (14).
Dette gjør det mulig å gi treoverflaten mye finere detaljer og potensielt kalibrere små endringer i materialet, miljøet og den allestedsnærværende slitasjen på emitteren. Diodelasere har imidlertid fortsatt opptil to størrelsesordener mindre optisk effekt, så produksjonen går betydelig saktere. En stor fordel er størrelsen, som er opptil tre størrelsesordener mindre. Dette gjør det enklere og billigere å sette sammen halvlederlasere til flerstrålesystemer som kan styres samtidig (øke effekten) eller hver for seg (gravering av flere linjer samtidig) (11).

Lasermodul med kombinerte emittere
Halvlederlasere har dermed potensial til å utkonkurrere CO2-lasere ikke bare når det gjelder nøyaktighet, men også når det gjelder hastighet og produksjonsøkonomi ved bruk av fotogravering på tre. Det som i siste instans gjør dem til en mer egnet emitter for produksjon av graverte bilder på tre, er at de er mer effektive (15) når det gjelder å kalibrere strålen basert på materialets aktuelle egenskaper og omgivelsene.
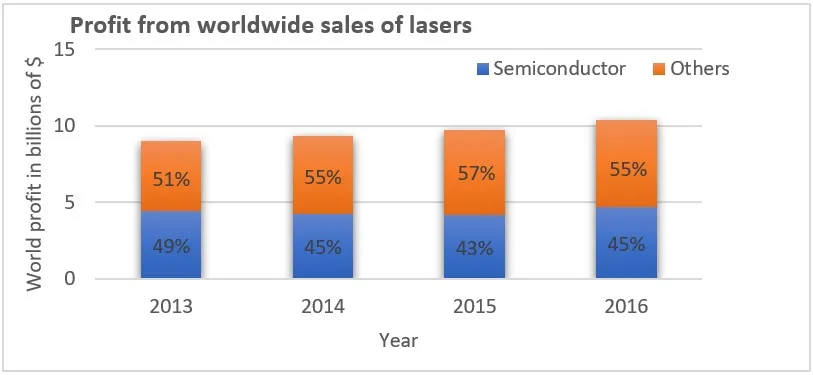
Bruken av halvlederlasere øker år for år, og i dag er de den mest brukte typen laseremitter. Dette skyldes det brede spekteret av bruksområder og den betydelige økningen i maksimal effekt i løpet av de siste tiårene. Den totale globale omsetningen fra salg av laseremittere var på 10,4 milliarder dollar i 2016 (16). Av dette kom 45 % fra salg av halvlederlasere alene (17). Den nåværende trenden, som vises i figur 1, tyder på at denne teknologien for tiden har en mer lovende fremtid når det gjelder å tiltrekke seg investeringer i forskning og utvikling.
Salg av halvlederlasere
Økende kvalitet på lasergravering
To grunnleggende kjemiske prosesser som finner sted i tremateriale under lasergravering, er forbrenning og karbonisering. Disse prosessene foregår samtidig, og med riktig kontroll kan man oppnå et betydelig antall forskjellige fargetoner. Flere tilnærminger kan brukes for å oppnå riktig kontroll. Et alternativ er forskjellig fokus på laserstrålen.
Resultater av fokusert og defokusert LASER
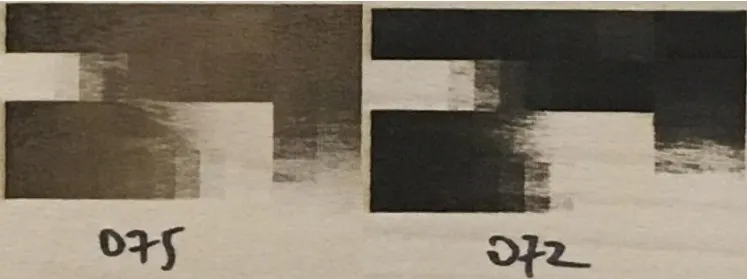
Ved gravering med en fokusert stråle blir materialet avskåret, og paletten av nyanser endres fra lysebrun til mørkebrun. Ved gravering med en defokusert stråle får vi opp til rike svarte nyanser. På denne måten kan vi få forskjellige paletter av nyanser og få et større antall farger når vi graverer med en passende kombinasjon. Dette fører til større grafisk dybde og bedre overføring av bilder og grafikk til tre. Med riktig innstilling er det mulig å oppnå lignende kvaliteter som ved vanlig trykking. Dette gjør lasergravering i tre svært interessant med tanke på kvaliteten og økologien i hele prosessen. Det er ikke noe blekk, ingen kjemi. Slike produkter kan beskrives som miljøvennlige og har en mye lavere negativ innvirkning på miljøet. De eneste negative komponentene er laserlyset, som er i miniatyr og varer i titusenvis av timer, og energien som trengs.

Ulike resultater av kildefoto (midten) med fokusert (venstre) og defokusert (høyre) laserstråle
På bildet over kan vi se forskjellige paletter av nyanser som kun ble oppnådd ved forskjellig fokusering av strålen. Produksjonskoden, kontrollenheten og innstillingene for lasereffekt var identiske. Det bør nevnes at uskarpheten i strålen også fører til litt høyere dimensjoner på det graverte punktet, takket være hvilke lavere detaljer som teoretisk kan oppnås. Det avhenger alltid av graveringshodets ytelse og optikk. Det er nødvendig å fokusere strålen med tanke på ønsket oppløsning. Når du lager bilder og grafikk i tre, vil det graverte punktet imidlertid ha en begrenset minimumsstørrelse (avhengig av kraft og optikk), ettersom treverket også brenner litt rundt det graverte punktet. Dette gir et visst spillerom for å justere skarpheten i forhold til det graverte punktet.
Den uskarpe strålen gir en økning i mørket i den resulterende grafikken, som vist i grafen nedenfor. Samtidig er skyggekurven skarpere, slik at den resulterende mørkningen skjer raskere. Derfor bør den maksimale emittereffekten justeres på riktig måte slik at hele dybden på nyansene er jevnt fordelt over hele histogrammet til inngangsgrafikken. Det bør nevnes at en uskarp stråle trenger mer effekt for å endre materialet enn en fokusert stråle. Dette skyldes den lavere energitettheten til den uskarpe strålen og kan ses i følgende graf for lasereffektverdier på 0-20 %.
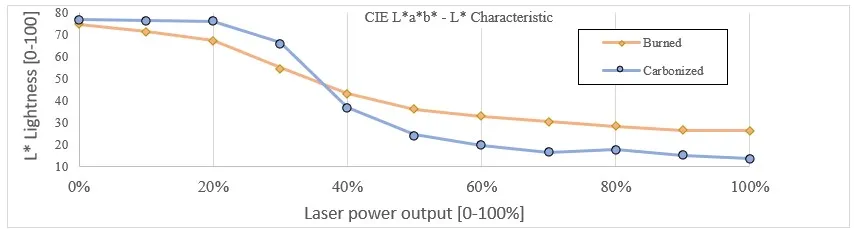
Skyggedybde ved lasergravering med brent og karbonisert overflate
De resulterende overflatene har forskjellige sammensetninger. Forskjellen mellom disse og kjemiske prosesser kan lett sees på elektronmikroskopskanningen nedenfor. Mengden svart karbon som er igjen på treoverflater, endres raskt med økende karbonisering av overflaten. Dette er forventet siden det svarte karbonet er ansvarlig for den svarte fargen på overflaten. Dybden på en overflate endres bare i liten grad, siden mesteparten av laserenergien brukes til å karbonisere treet i stedet for å sublimere det.
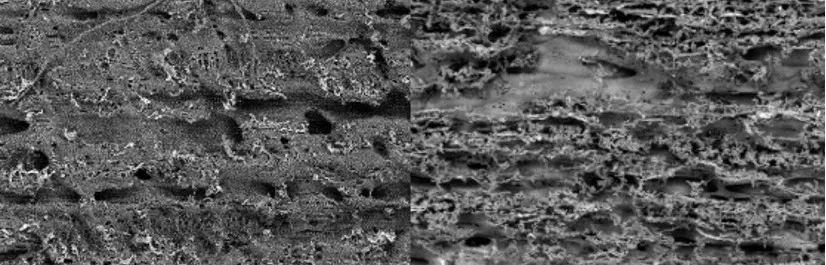
Forskjeller i mengden svart karbon under elektronmikroskop for fokusert laserstråle (venstre) og defokusert laserstråle (høyre)
Hvordan velge et passende CNC-maskinoppgraderingssett for en bestemt CNC-maskin?
Spesielt for deg har vi utarbeidet et nettsted som guider brukeren gjennom prosessen med å velge et laserhode og deretter fører til riktig sett for din CNC-maskin. Klikk på knappen nedenfor for å gå til dette nettstedet.
Konklusjon
Bruken av halvlederlasere øker for hvert år. Takket være halvlederlasernes økende utgangseffekt kan de brukes i stadig flere tilfeller. De fysiske dimensjonene til emmitatorer gjør det mulig å kombinere dem. De kan kombineres for å oppnå høyere effekt eller raskere rastergravering (gravering av flere rader samtidig). Med defokusert stråle kan mørkere nyanser oppnås for gravering av tre. Dette fører til større dybde i den resulterende grafikken. Med riktig kombinasjon kan man oppnå bedre kvalitet på bildeoverføringen til treoverflater. Det er viktig å optimalisere lasergraveringsprosessen til forskjellige tresorter og tilstander.
Med samme laser og effektinnstillinger oppnås forskjellig kvalitet. Fokus på strålen er bare én variabel. Fuktighet og alderen på selve treverket er andre variabler som spiller en rolle i forbedringen av graverte resultater.
Artikkelens forfatter:
Martin Jurek
Referanser
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - En gjennomgang. Optics and Lasers in Engineering. 2015, bind 73, side 89-122.
- Minami, K., og andre. Fjerning av industriell epoksymørtel ved hjelp av en høyeffekts diodelaser. Optics and Lasers in Engineering. 2002, Vol. 38, 6, side 485-498.
- Bruno, Luigi. Mekanisk karakterisering av komposittmaterialer ved hjelp av optiske teknikker: En gjennomgang. Optics and Lasers in Engineering. 2018, Vol. 104, side 192-203.
- Chen, Yao, og andre. Farge- og overflatekjemiske endringer i utvunnet trevirke. Wood Science and Technology. 2014, bind 48, s. 137-150.
- Kifetew, Grima. Anvendelse av metoden for måling av deformasjonsfelt på trevirke under tørking. Wood Science and Technology. 1996, Vol. 30, side 455-462.
- Martinez-Conde, Alejandro, m.fl. Review: Sammenlignende analyse av CO2-laser og konvensjonell saging for kapping av trelast og trebaserte materialer. Wood Science and Technology. 2017, bind 51, side 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Laserlitografi med høy oppløsning og lave kostnader ved hjelp av en optisk Blu-ray-hodeenhet. Optics and Lasers in Engineering. 2012, Vol. 50, 6, side 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Gjenvinning av resirkulerbare materialer: Eksperimentell analyse av CD-R-laserbehandling. Optikk og lasere i ingeniørfag. 2007, Vol. 45, 1, side 208-221.
- Effekten av fuktighetsinnhold ved fiberlaserskjæring av furu. Hernández-Castañeda, Juan-Carlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, vol. 49, s. 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G. Costa, m.fl. Teoretiske og eksperimentelle aspekter ved laserskjæring med en direkte diodelaser. Optikk og lasere i ingeniørfag. 2014, bind 61, side 31-38.
- Rask og fleksibel lasermerking og gravering av skråstilte og buede overflater. Diaci, Janez, og andre. 2, 2011, Optics and Lasers in Engineering, Vol. 49, s. 195-199.
- Zeni, Luigi, og andre. Karakterisering av halvlederlaserdiodearrays. Optics and Lasers in Engineering. 2003, Vol. 39, 2, side 203-217.
- Wang, S. H., og andre. Kollimering av divergerende laserdiodestråle ved hjelp av optisk fiber med gradert indeks. Optics and Lasers in Engineering. 2000, Vol. 34, 2, side 121-127.
- Fremskritt og egenskaper ved behandling av høyeffekts diodelasermaterialer. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, side 231-253.
- Holton, Conrad, og andre. Annual Laser Market Review & Forecast: Hvor er det blitt av alle laserne? Laser Focus World. [Online] 23. Januar 2017. [Sitater: 20. januar 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. Det verdensomspennende markedet for lasere: Markedsoversikt og prognose 2017. New Hampshire : Strategies Unlimited, 2017.