Dipendenza dell'ombra dell'incisione su legno dalla messa a fuoco del raggio laser

Introduzione
La tecnologia dell'incisione laser consiste nella generazione controllata di un fascio di luce focalizzato la cui energia riscalda il punto di impatto su un materiale opaco a una specifica lunghezza d'onda. A seconda del profilo del fascio, della quantità di energia applicata, del tempo di esposizione e del materiale di base, la superficie del materiale cambia con gradienti e intensità diverse (1). Gli effetti del raggio laser sulla superficie del materiale sono evidenti solo al di sopra di un certo livello di potenza e sono generalmente irreversibili (2). I cambiamenti più importanti nel materiale durante l'incisione sono la perdita di materiale durante la combustione (la profondità) e il cambiamento nella composizione chimica dello strato superficiale (la tinta - carbonio).
La capacità di determinare in anticipo l'intensità di questi cambiamenti è una delle aree chiave del controllo qualità nell'incisione laser. La tonalità prodotta dal raggio laser sul legno non dipende solo dall'intensità (la potenza) e dal profilo del raggio laser (la sezione trasversale). Il materiale stesso viene utilizzato in combinazione con l'ambiente circostante (l'aria) per produrre la pigmentazione desiderata (la tinta) del materiale. Quindi, dipende anche dal tipo di legno, dalla sua temperatura, dall'umidità, dalla durezza e dalla composizione chimica attuale degli strati incisi (l'età del legno e il suo trattamento superficiale).
Inoltre, il legno è un composito naturale (3) e un materiale vivo, e anche dopo la sua lavorazione cambia costantemente (degradandosi - decomponendosi - assorbendo o perdendo acqua) (4). Anche le dimensioni del legno possono cambiare (5).
Uso di emettitori a semiconduttore nell'incisione laser
Per un sistema in grado di regolare con precisione l'intensità del raggio laser in base alle proprietà attuali del materiale di base e del suo ambiente, è opportuno utilizzare un trasmettitore sensibile e veloce (frequenza di impulso). Al giorno d'oggi, l'incisione di foto nel legno viene effettuata principalmente con un laser CO2. I laser CO2 hanno un'elevata potenza, che consente alte velocità di produzione e tagli di materiale (6). Tuttavia, producono lunghezze d'onda maggiori (10600 nm), quindi non sono precisi come i laser a diodi dello spettro visibile (455 nm) (7). L'uso dei laser a semiconduttore ha visto un enorme incremento con l'uso del CD (8; 9).
La loro applicazione è dovuta principalmente alle dimensioni fisiche, al prezzo di acquisto e alla maggiore sicurezza data dalla lunghezza d'onda e dalla potenza di uscita. Grazie al drastico aumento della potenza dei diodi laser negli ultimi anni, questo emettitore sta diventando una parte importante della tecnologia (10; 11). I laser a diodi sono sempre più presenti nelle applicazioni industriali (12; 13). Inoltre, questo potenziale è ulteriormente rafforzato dalla rapidità di produzione dovuta all'elevato prezzo di acquisto. I laser a diodi possono essere controllati in potenza e i loro fasci possono essere focalizzati con relativa precisione (14).
Ciò consente di imprimere dettagli molto più fini alla superficie del legno e potenzialmente di calibrare le minime variazioni del materiale, dell'ambiente e dell'usura onnipresente dell'emettitore. Tuttavia, i laser a diodi hanno una potenza ottica fino a due ordini di grandezza inferiore, quindi la produzione è notevolmente rallentata. Un grande vantaggio è rappresentato dalle loro dimensioni, che sono fino a tre ordini di grandezza inferiori. Ciò rende più facile ed economico assemblare i laser a semiconduttore in sistemi multiraggio che possono essere controllati simultaneamente (aumentando la potenza) o separatamente (incidendo più linee contemporaneamente) (11).

Modulo laser con emettitori combinati
I laser a semiconduttore hanno quindi il potenziale per superare i laser a CO2 non solo in termini di precisione, ma anche di velocità ed economia di produzione nell'applicazione della fotoincisione su legno. Il fattore che, in ultima analisi, li rende un emettitore più adatto alla produzione di foto incise sul legno è la loro maggiore efficienza ed efficacia (15) nel calibrare il fascio in base alle proprietà attuali di un materiale e del suo ambiente.
L'uso dei laser a semiconduttore aumenta di anno in anno e oggi sono il tipo di emettitore laser più utilizzato. Ciò è dovuto all'ampia gamma di applicazioni e al significativo aumento della loro potenza massima negli ultimi decenni. Nel 2016, il fatturato globale complessivo della vendita di emettitori laser è stato di 10,4 miliardi di dollari (16). Di questi, il 45% proveniva dalle sole vendite di laser a semiconduttore (17). La tendenza attuale, illustrata nella Figura 1, suggerisce che questa tecnologia ha attualmente un futuro più promettente in termini di attrazione di investimenti in ricerca e sviluppo.
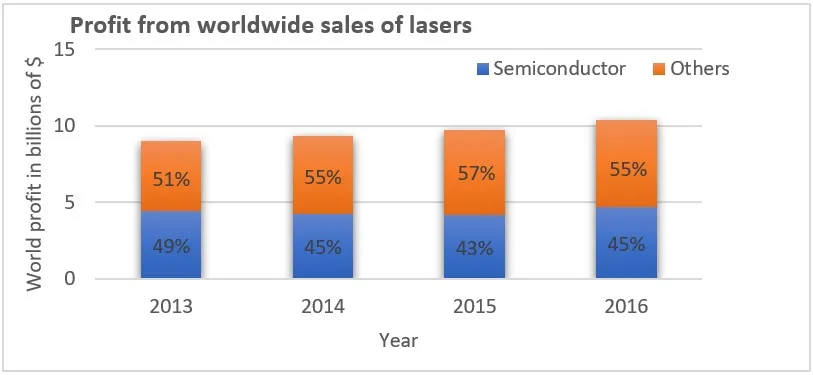
Vendite di LASER a semiconduttore
Aumento della qualità dell'incisione laser
Due processi chimici fondamentali che avvengono nel materiale di legno durante l'incisione laser sono la combustione e la carbonizzazione. Questi processi avvengono simultaneamente e con un controllo adeguato è possibile ottenere un numero considerevole di tinte diverse. Per ottenere un controllo adeguato si possono utilizzare diversi approcci. Un'opzione è rappresentata dalla diversa messa a fuoco del raggio laser.
Risultati del LASER focalizzato e defocalizzato
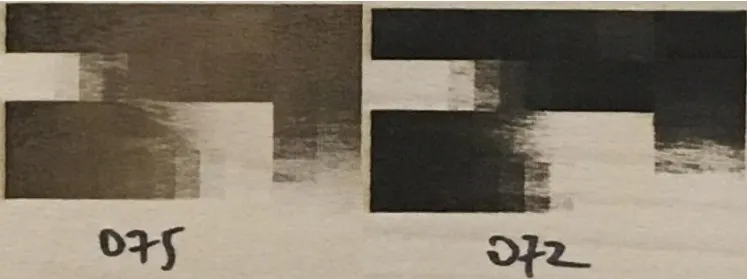
Nell'incisione con un raggio focalizzato, il materiale viene tagliato e la tavolozza di sfumature passa dal marrone chiaro al marrone scuro. Nell'incisione con un raggio defocalizzato, si ottengono sfumature fino al nero intenso. In questo modo, possiamo ottenere diverse tavolozze di sfumature e un numero maggiore di colori quando incidiamo con una combinazione adeguata. Questo porta a una maggiore profondità grafica e a un migliore trasferimento di foto e grafiche sul legno. Con la giusta messa a punto, è possibile ottenere qualità simili a quelle della stampa standard. Questo rende l'incisione laser su legno molto interessante dal punto di vista della qualità e dell'ecologia dell'intero processo. Non c'è inchiostro, non c'è chimica. Questi prodotti possono essere definiti ecologici e hanno un impatto negativo sull'ambiente molto inferiore. Gli unici componenti negativi sono la luce laser, che è miniaturizzata e dura decine di migliaia di ore, e l'energia necessaria.

Risultati diversi della foto della sorgente (al centro) con raggio laser focalizzato (a sinistra) e defocalizzato (a destra)
Nell'immagine qui sopra, possiamo vedere diverse palette di tonalità ottenute solo grazie alla diversa messa a fuoco del raggio. Il codice di produzione, l'unità di controllo e le impostazioni di potenza del laser erano identiche. Va detto che la sfocatura del fascio porta anche a dimensioni leggermente superiori del punto inciso, grazie alle quali si possono teoricamente ottenere dettagli inferiori. Dipende sempre dalle prestazioni e dall'ottica della testa di incisione. È necessario focalizzare il raggio tenendo conto della risoluzione desiderata. Tuttavia, quando si realizzano foto e grafiche nel legno, il punto inciso avrà una dimensione minima limitata (a seconda della potenza e dell'ottica), poiché il legno brucia leggermente anche intorno al punto inciso. Ciò consente di regolare la nitidezza rispetto al punto inciso.
Il fascio di luce sfocato aumenta l'oscurità della grafica risultante, come mostra il grafico sottostante. Allo stesso tempo, la curva d'ombra è più netta, quindi l'oscuramento risultante avviene più rapidamente. Pertanto, la potenza massima dell'emettitore deve essere regolata in modo appropriato, in modo che l'intera profondità delle sfumature sia distribuita uniformemente nell'istogramma della grafica in ingresso. Va detto che un fascio sfocato ha bisogno di più potenza per modificare il materiale rispetto a un fascio focalizzato. Ciò è dovuto alla minore densità di energia del fascio sfocato ed è visibile nel grafico seguente per valori di potenza laser pari a 0-20%.
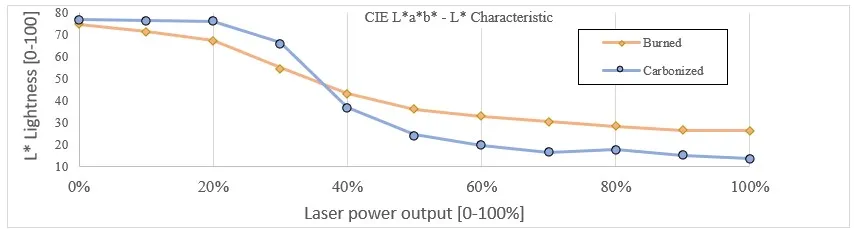
Profondità d'ombra dell'incisione laser con superficie bruciata e carbonizzata
Le superfici risultanti hanno composizioni diverse. La differenza tra questi processi chimici è facilmente visibile nella scansione al microscopio elettronico qui sotto. La quantità di black carbon lasciata sulle superfici di legno cambia rapidamente con l'aumentare della carbonizzazione della superficie. Ciò è prevedibile in quanto il nerofumo è responsabile della tonalità nera della superficie. La profondità di una superficie cambia solo leggermente, poiché l'energia principale del laser viene utilizzata per la carbonizzazione del legno piuttosto che per la sua sublimazione.
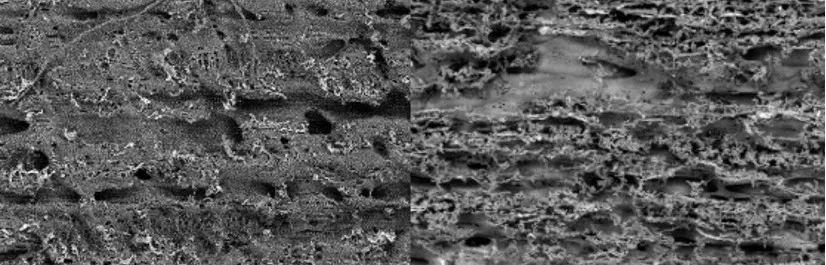
Differenze nella quantità di nerofumo al microscopio elettronico per il raggio laser focalizzato (a sinistra) e per il raggio laser defocalizzato (a destra)
Come scegliere un kit di aggiornamento della macchina CNC appropriato per una particolare macchina CNC?
Abbiamo preparato appositamente per voi un sito web che guida l'utente attraverso il processo di selezione di una testa laser e quindi conduce al set appropriato per la vostra macchina CNC. Fare clic sul pulsante sottostante per visitare il sito Web.
Conclusione
L'uso dei laser a semiconduttore cresce ogni anno. Grazie all'aumento della potenza dei laser a semiconduttore, essi possono essere utilizzati in un numero sempre maggiore di casi. Le dimensioni fisiche degli emettitori ne consentono la combinazione. Possono essere combinati per ottenere potenze più elevate o per velocizzare l'incisione raster (incisione di più file contemporaneamente). Con il fascio defocalizzato si possono ottenere sfumature più scure per l'incisione del legno. Questo porta a una maggiore profondità della grafica risultante. Con una combinazione adeguata è possibile ottenere una migliore qualità di trasferimento dell'immagine sulle superfici in legno. È importante ottimizzare il processo di incisione laser in base alle diverse specie e stati del legno.
Con le stesse impostazioni di laser e potenza si ottengono qualità diverse. La messa a fuoco del raggio è solo una delle variabili. L'umidità e l'età del legno stesso sono altre variabili che contribuiscono a migliorare i risultati dell'incisione.
Autore dell'articolo:
Martin Jurek
Riferimenti
- Mishra, Sanjay a Yadava, Vinod. Microlavorazione a fascio laser (LBMM) - Una rassegna. Ottica e laser in ingegneria. 2015, Vol. 73, pagg. 89-122.
- Minami, K. e altri. Rimozione di malta epossidica industriale con un laser a diodi ad alta potenza. Ottica e laser in ingegneria. 2002, Vol. 38, 6, pagg. 485-498.
- Bruno, Luigi. Caratterizzazione meccanica dei materiali compositi mediante tecniche ottiche: Una rassegna. Ottica e laser in ingegneria. 2018, Vol. 104, pagg. 192-203.
- Chen, Yao e altri. Cambiamenti di colore e chimica superficiale del legno estratto. Scienza e tecnologia del legno. 2014, Vol. 48, pagg. 137-150.
- Kifetew, Grima. Applicazione del metodo di misurazione del campo di deformazione al legno durante l'essiccazione. Scienza e tecnologia del legno. 1996, Vol. 30, pagg. 455-462.
- Martinez-Conde, Alejandro e altri. Revisione: Analisi comparativa del laser CO2 e della segatura convenzionale per il taglio di legname e materiali a base di legno. Scienza e tecnologia del legno. 2017, Vol. 51, pagg. 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Litografia laser ad alta risoluzione e basso costo utilizzando un gruppo testa ottica Blu-ray. Ottica e laser in ingegneria. 2012, Vol. 50, 6, pagg. 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Recupero di materiali riciclabili: Analisi sperimentale del trattamento laser dei CD-R. Ottica e laser in ingegneria. 2007, Vol. 45, 1, pagg. 208-221.
- L'effetto del contenuto di umidità nel taglio laser in fibra del legno di pino. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pagine 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. Il diodo laser blu - la storia completa. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G.Costa e altri. Aspetti teorici e sperimentali del taglio laser con un laser a diodi diretti. Ottica e laser in ingegneria. 2014, Vol. 61, pagine 31-38.
- Marcatura e incisione laser rapida e flessibile di superfici inclinate e curve. Diaci, Janez e altri. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pagg. 195-199.
- Zeni, Luigi e altri. Caratterizzazione di array di diodi laser a semiconduttore di potenza. Ottica e laser in ingegneria. 2003, Vol. 39, 2, pagg. 203-217.
- Wang, S. H. e altri. Collimazione di un fascio di diodi laser divergenti mediante fibra ottica a indice graduato. Ottica e laser in ingegneria. 2000, Vol. 34, 2, pagine 121-127.
- I progressi e le caratteristiche della lavorazione dei materiali con laser a diodi ad alta potenza. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, pagine 231-253.
- Holton, Conrad e altri. Annual Laser Market Review & Forecast: Dove sono finiti tutti i laser? Mondo Laser Focus. [Online] 23. Gennaio 2017. [Citazioni: 20. gennaio 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategie. Il mercato mondiale dei laser: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.