Ahşap Gravür Gölgesinin Lazer Işını Odağına Bağımlılığı

Giriş
Lazer kazıma teknolojisi, enerjisi opak bir malzeme üzerindeki etki noktasını belirli bir dalga boyunda ısıtan odaklanmış bir ışık demetinin kontrollü olarak üretilmesinden oluşur. Işın profiline, uygulanan enerji miktarına, maruz kalma süresine ve temel malzemeye bağlı olarak, malzemenin yüzeyi farklı gradyanlar ve yoğunluklarla değişir (1). Lazer ışınının malzeme yüzeyindeki etkileri yalnızca belirli bir güç seviyesinin üzerinde belirgindir ve genellikle geri döndürülemez (2). Kazıma sırasında malzemede meydana gelen en önemli değişiklikler, yanma sırasında malzeme kaybı (derinlik) ve yüzey tabakasının kimyasal bileşimindeki (renk tonu - karbon) değişimdir.
Bu değişikliklerin yoğunluğunu önceden belirleme yeteneği, lazer kazımada kalite kontrolün temel alanlarından biridir. Lazer ışınının ahşap üzerinde oluşturduğu gölge sadece yoğunluğa (güç) ve lazer ışınının profiline (kesit) bağlı değildir. Malzemenin kendisi, malzemenin istenen pigmentasyonunu (renk tonunu) üretmek için çevresiyle (hava) birlikte kullanılır. Dolayısıyla, ahşabın türüne, sıcaklığına, nemine, sertliğine ve kazınmış katmanların mevcut kimyasal bileşimine (ahşabın yaşı ve yüzey işlemi) de bağlıdır.
Buna ek olarak, ahşap doğal bir kompozit (3) ve canlı bir malzemedir ve işlendikten sonra bile sürekli değişmektedir (bozunma - ayrışma - su emme veya kaybetme) (4). Ahşap boyutları da değişebilir (5).
Lazer kazımada yarı iletken yayıcıların kullanımı
Temel malzemenin ve ortamının mevcut özelliklerine bağlı olarak lazer ışınının yoğunluğunu ince ayarlayabilen bir sistem için hassas ve hızlı (darbe frekansı) bir verici kullanılması uygundur. Günümüzde, ahşap üzerine fotoğraf kazıma işlemi çoğunlukla CO2 lazer ile yapılmaktadır. CO2 lazerler yüksek güce sahiptir, yüksek üretim hızlarına ve malzeme kesimlerine izin verir (6). Bununla birlikte, daha uzun dalga boyları (10600 nm) üretirler, bu nedenle görünür spektrumlu diyot lazerler (455 nm) kadar hassas değildirler (7). Yarı iletken lazerlerin kullanımı CD kullanımı ile büyük bir artış göstermiştir (8; 9).
Fiziksel boyutları, satın alma fiyatları ve dalga boyu ile çıkış gücünün sağladığı daha yüksek güvenlik nedeniyle burada uygulama alanı bulmaktadırlar. Son yıllarda lazer diyotların gücündeki dramatik artış sayesinde, bu yayıcı teknolojinin önemli bir parçası haline gelmektedir (10; 11). Diyot lazerler endüstriyel uygulamalarda giderek daha fazla yer almaktadır (12; 13). Üstelik bu potansiyel, yüksek satın alma fiyatı nedeniyle hızlı üretim ile daha da artmaktadır. Diyot lazerlerin gücü kontrol edilebilir ve ışınları nispeten hassas bir şekilde odaklanabilir (14).
Bu, bir ahşap yüzeyine çok daha ince ayrıntıların verilmesini sağlar ve potansiyel olarak malzemedeki, ortamdaki ve yayıcının her yerde bulunan aşınmasındaki küçük değişiklikleri kalibre eder. Bununla birlikte, diyot lazerler hala iki büyüklük sırasına kadar daha az optik güce sahiptir, bu nedenle üretim önemli ölçüde yavaşlar. En büyük avantajı ise üç büyüklük mertebesine kadar daha küçük olan boyutlarıdır. Bu, yarı iletken lazerlerin aynı anda (gücü artırarak) veya ayrı ayrı (aynı anda birden fazla çizgiyi kazıyarak) kontrol edilebilen çok ışınlı sistemlere monte edilmesini daha kolay ve ucuz hale getirmektedir (11).

Kombine yayıcılara sahip lazer modülü
Bu nedenle yarı iletken lazerler, ahşap üzerine foto gravür uygulamasında yalnızca doğruluk açısından değil, aynı zamanda hız ve üretim ekonomisi açısından da CO2 lazerlerden daha iyi performans gösterme potansiyeline sahiptir. Nihayetinde onları ahşap üzerine kazınmış fotoğraflar üretmek için daha uygun bir yayıcı haline getiren faktör, bir malzemenin ve çevresinin mevcut özelliklerine dayalı olarak ışını kalibre etmede daha yüksek verimlilik ve etkinliktir (15).
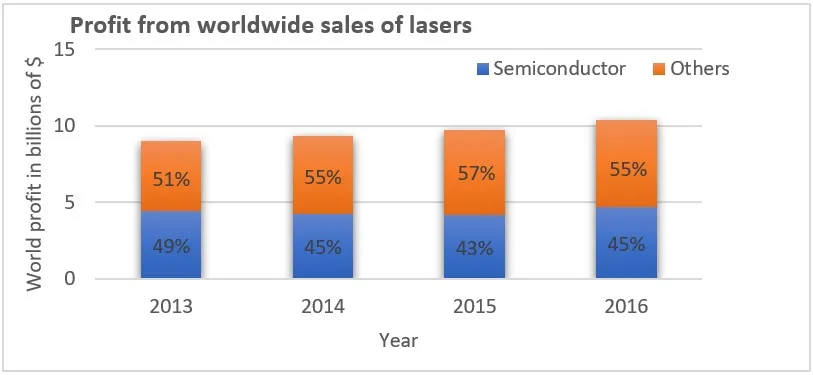
Yarı iletken lazerlerin kullanımı her geçen yıl artmaktadır ve günümüzde en yaygın kullanılan lazer yayıcı türüdür. Bunun nedeni, geniş uygulama yelpazesi ve son birkaç on yılda maksimum güçlerindeki önemli artıştır. Lazer yayıcıların satışından elde edilen toplam küresel gelir 2016 yılında 10,4 milyar dolardı (16). Bunun %45'i tek başına yarı iletken lazer satışlarından elde edilmiştir (17). Şekil 1'de gösterilen mevcut eğilim, bu teknolojinin şu anda araştırma ve geliştirmeye yatırım çekme açısından daha umut verici bir geleceğe sahip olduğunu göstermektedir.
Yarı iletken LAZER satışları
Lazer kazıma kalitesinin artırılması
Lazer kazıma sırasında ahşap malzemede gerçekleşen iki temel kimyasal süreç yanma ve karbonizasyondur. Bu süreçler eş zamanlı olarak gerçekleşir ve uygun kontrol ile önemli sayıda farklı renk tonu elde edilebilir. Uygun kontrolü sağlamak için birden fazla yaklaşım kullanılabilir. Seçeneklerden biri lazer ışınının farklı odaklanmasıdır.
Odaklanmış ve odaklanmamış LAZER sonuçları
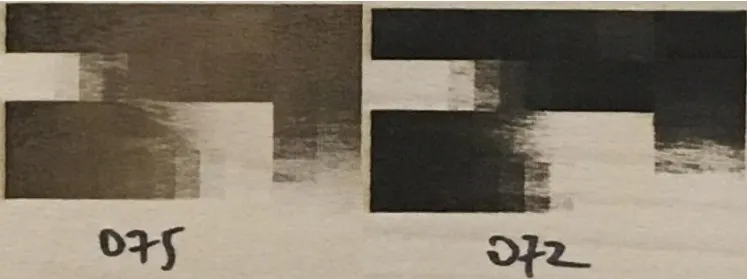
Odaklanmış bir ışınla gravür yaparken malzeme kesilir ve renk paleti açık kahverengiden koyu kahverengiye değişir. Odaklanmamış bir ışınla gravür için, zengin siyah tonlara kadar ulaşırız. Bu şekilde, farklı renk paletleri elde edebilir ve uygun bir kombinasyonla gravür yaparken daha fazla sayıda renk elde edebiliriz. Bu, daha fazla grafik derinliği ve fotoğrafların ve grafiklerin ahşaba daha iyi aktarılmasını sağlar. Doğru ayarlama ile standart baskı ile benzer nitelikler elde etmek mümkündür. Bu da ahşaba lazer kazımayı, tüm sürecin kalitesi ve ekolojisi açısından çok ilginç kılıyor. Mürekkep yok, kimya yok. Bu tür ürünler çevre dostu olarak tanımlanabilir ve çevre üzerinde çok daha düşük bir olumsuz etkiye sahiptir. Tek olumsuz bileşen, minyatür olan ve on binlerce saat dayanan lazer ışığı ve ihtiyaç duyulan enerjidir.

Odaklanmış (sol) ve odaklanmamış (sağ) lazer ışını ile kaynak fotoğrafının (orta) farklı sonuçları
Yukarıdaki resimde, sadece ışının farklı odaklanmasıyla elde edilen farklı renk paletlerini görebiliyoruz. Üretim kodu, kontrol ünitesi ve lazer gücü ayarları aynıdır. Işının bulanıklaştırılmasının, kazınan noktanın boyutlarının biraz daha yüksek olmasına yol açtığı ve bu sayede teorik olarak daha düşük ayrıntıların elde edilebileceği belirtilmelidir. Bu her zaman gravür kafasının performansına ve optiklerine bağlıdır. İstenen çözünürlüğü göz önünde bulundurarak ışını odaklamak gerekir. Bununla birlikte, ahşap üzerine fotoğraf ve grafik yaparken, ahşap kazınmış noktanın etrafında da hafifçe yandığından, kazınmış nokta sınırlı bir minimum boyuta sahip olacaktır (güce ve optiğe bağlı olarak). Bu, kazınan noktaya göre keskinliği ayarlamak için bir miktar boşluk sağlar.
Bulanık ışın, aşağıdaki grafikte gösterildiği gibi, ortaya çıkan grafiklerin koyuluğunda bir artış sağlar. Aynı zamanda, gölge eğrisi daha keskin olduğundan, ortaya çıkan koyulaşma daha hızlı gerçekleşir. Bu nedenle, maksimum yayıcı gücü uygun şekilde ayarlanmalıdır, böylece gölgelerin tüm derinliği giriş grafiğinin histogramı boyunca eşit olarak dağıtılır. Bulanık bir ışının malzemeyi değiştirmek için odaklanmış bir ışına göre daha fazla güce ihtiyaç duyduğu belirtilmelidir. Bu, bulanık ışının daha düşük enerji yoğunluğundan kaynaklanmaktadır ve %0-20 lazer gücü değerleri için aşağıdaki grafikte görülebilir.
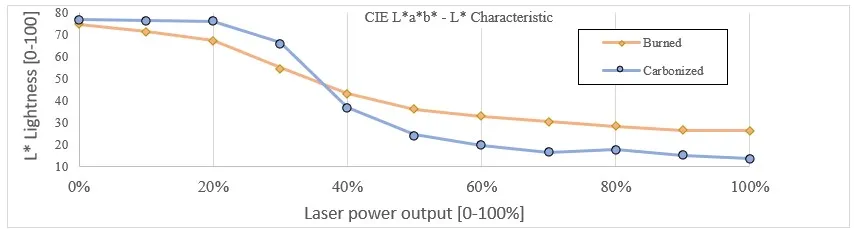
Yanmış ve karbonize yüzeyli lazer kazımanın gölge derinliği
Ortaya çıkan yüzeyler farklı bileşimlere sahiptir. Bu kimyasal süreçler arasındaki fark aşağıdaki elektron mikroskobu taramasında kolayca görülebilir. Ahşap yüzeylerde kalan siyah karbon miktarı, yüzeyin karbonizasyonu arttıkça hızla değişmektedir. Siyah karbon siyah yüzey gölgesinden sorumlu olduğu için bu beklenen bir durumdur. Ana lazer enerjisi ahşap süblimasyonundan ziyade ahşap karbonizasyonu için kullanıldığından yüzeyin derinliği çok az değişmektedir.
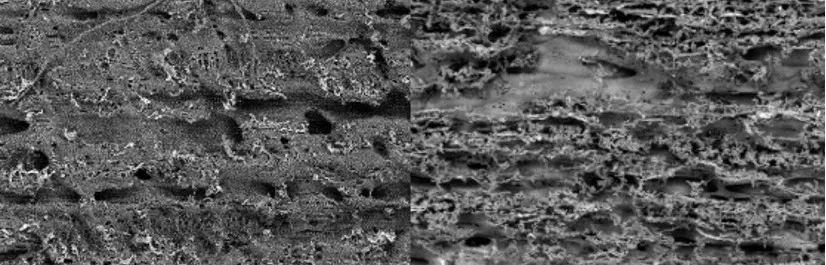
Odaklanmış lazer ışını (solda) ve odaklanmamış lazer ışını (sağda) için elektron mikroskobu altında siyah karbon miktarlarındaki farklılıklar
Belirli Bir CNC Makinesi için Uygun CNC Makinesi Yükseltme Seti Nasıl Seçilir ?
Sizin için özel olarak, kullanıcıya lazer kafası seçme sürecinde rehberlik eden ve ardından CNC makineniz için uygun sete yönlendiren bir web sitesi hazırladık. Bu web sitesini ziyaret etmek için aşağıdaki butona tıklayın.
Sonuç
Yarı iletken lazerlerin kullanımı her geçen yıl artıyor. Yarı iletken lazerlerin artan güç çıkışı sayesinde, giderek daha fazla durumda kullanılabilmektedirler. Emmiterlerin fiziksel boyutları kombinasyonlarına izin verir. Daha yüksek güç çıkışları veya daha hızlı raster kazıma (aynı anda birden fazla sıranın kazınması) için birleştirilebilirler. Odaklanmamış ışın ile ahşap gravüründe daha koyu tonlar elde edilebilir. Bu, ortaya çıkan grafiklerde daha fazla derinlik sağlar. Uygun kombinasyon ile ahşap yüzeylere daha iyi görüntü aktarımı kalitesi elde edilebilir. Lazer kazıma işlemini farklı ahşap türlerine ve durumlarına göre optimize etmek önemlidir.
Aynı lazer ve güç çıkışı ayarları ile farklı kalite elde edilir. Işının odağı sadece bir değişkendir. Nem ve ahşabın yaşı, kazıma sonuçlarının iyileştirilmesinde rol oynayan diğer değişkenlerdir.
Makalenin Yazarı:
Martin Jurek
Referanslar
- Mishra, Sanjay a Yadava, Vinod. Lazer Işınıyla Mikro İşleme (LBMM) - Bir inceleme. Optics and Lasers in Engineering. 2015, Cilt 73, sayfa 89-122.
- Minami, K. ve diğerleri. Yüksek güçlü bir diyot lazer kullanarak endüstriyel epoksi harçların çıkarılması. Optics and Lasers in Engineering. 2002, Cilt 38, 6, sayfa 485-498.
- Bruno, Luigi. Kompozit malzemelerin optik tekniklerle mekanik karakterizasyonu: Bir inceleme. Optics and Lasers in Engineering. 2018, Cilt 104, sayfa 192-203.
- Chen, Yao ve diğerleri. Çıkarılan ahşabın renk ve yüzey kimyası değişiklikleri. Ahşap Bilimi ve Teknolojisi. 2014, Cilt 48, sayfa 137-150.
- Kifetew, Grima. Deformasyon alanı ölçüm yönteminin kurutma sırasında ahşaba uygulanması. Ahşap Bilimi ve Teknolojisi. 1996, Cilt 30, sayfa 455-462.
- Martinez-Conde, Alejandro ve diğerleri. İnceleme: Kereste ve ahşap bazlı malzemelerin kesimi için CO2 lazer ve geleneksel testerenin karşılaştırmalı analizi. Ahşap Bilimi ve Teknolojisi. 2017, Cilt 51, sayfa 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Blu-ray optik kafa düzeneği kullanarak yüksek çözünürlüklü, düşük maliyetli lazer litografi. Optics and Lasers in Engineering. 2012, Cilt 50, 6, sayfa 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Geri dönüştürülebilir malzemelerin geri kazanılması: CD-R lazer işlemenin deneysel analizi. Optics and Lasers in Engineering. 2007, Cilt 45, 1, sayfa 208-221.
- Çam ağacının fiber lazer kesiminde nem içeriğinin etkisi. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, sayfa 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. Mavi lazer diyot - tüm hikaye. 2. Berlin : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G.Costa ve diğerleri. Doğrudan diyot lazer ile lazer kesimin teorik ve deneysel yönleri. Optics and Lasers in Engineering. 2014, Cilt 61, sayfa 31-38.
- Eğik ve kavisli yüzeylerin hızlı ve esnek lazerle işaretlenmesi ve kazınması. Diaci, Janez ve diğerleri. 2, 2011, Optics and Lasers in Engineering, Vol. 49, sayfa 195-199.
- Zeni, Luigi ve diğerleri. Güç yarı iletken lazer diyot dizileri karakterizasyonu. Optics and Lasers in Engineering. 2003, Cilt 39, 2, sayfa 203-217.
- Wang, S. H. ve diğerleri. Dereceli indeksli optik fiber kullanarak ıraksak lazer diyot ışınının kolimasyonu. Optics and Lasers in Engineering. 2000, Cilt 34, 2, sayfa 121-127.
- Yüksek güçlü diyot lazer malzemelerinin işlenmesindeki gelişmeler ve özellikleri. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, sayfa 231-253.
- Holton, Conrad ve diğerleri. Yıllık Lazer Pazarı İncelemesi ve Tahmini: Tüm lazerler nereye gitti? Laser Focus World. [Çevrimiçi] 23. Ocak 2017. [Alıntılar: 20. Ocak 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. Dünya Çapında Lazer Pazarı: Pazar İncelemesi ve Tahmini 2017. New Hampshire: Strategies Unlimited, 2017.