Зависимост на нюанса за гравиране върху дърво от фокуса на лазерния лъч

Въведение
Технологията на лазерното гравиране се състои в контролирано генериране на фокусиран светлинен лъч, чиято енергия нагрява точката на въздействие върху непрозрачен материал с определена дължина на вълната. В зависимост от профила на лъча, количеството приложена енергия, времето на експозиция и основния материал, повърхността на материала се променя с различни наклони и интензивност (1). Ефектите на лазерния лъч върху повърхността на материала се проявяват само над определено ниво на мощност и обикновено са необратими (2). Най-важните промени в материала по време на гравирането са загубата на материал по време на изгарянето (дълбочината) и промяната в химичния състав на повърхностния слой (оттенъкът - въглерод).
Възможността за предварително определяне на интензивността на тези промени е една от ключовите области на контрол на качеството при лазерното гравиране. Оттенъкът, който се получава от лазерния лъч върху дървото, зависи не само от интензивността (мощността) и профила на лазерния лъч (напречното сечение). Самият материал се използва в комбинация със заобикалящата го среда (въздуха), за да се получи желаната пигментация (оттенък) на материала. Така че той зависи и от вида на дървото, неговата температура, влажност, твърдост и текущия химичен състав на гравираните слоеве (възрастта на дървото и неговата повърхностна обработка).
Освен това дървото е естествен композит (3) и жив материал и дори след обработката му то непрекъснато се променя (разгражда се - разлага се - поглъща или губи вода) (4). Размерите на дървесината също могат да се променят (5).
Използване на полупроводникови излъчватели при лазерно гравиране
За система, способна да регулира интензивността на лазерния лъч в зависимост от текущите свойства на основния материал и неговата среда, е подходящо да се използва чувствителен и бърз (импулсна честота) излъчвател. В днешно време гравирането на снимки в дърво се извършва основно с CO2 лазер. CO2 лазерите са с висока мощност, което позволява висока скорост на производство и рязане на материала (6). Те обаче произвеждат по-дълги вълни (10600 nm), поради което не са толкова точни, колкото диодните лазери с видим спектър (455 nm) (7). Използването на полупроводникови лазери отбеляза огромен ръст с използването на CD (8; 9).
Те намират своето приложение тук главно поради физическите си размери, покупната цена и по-високата безопасност, дадена от дължината на вълната и изходната мощност. Благодарение на рязкото увеличаване на мощността на лазерните диоди през последните години този излъчвател се превръща във важна част от технологията (10; 11). Диодните лазери се появяват все по-често в промишлените приложения (12; 13). Нещо повече, този потенциал се увеличава допълнително от бързото производство поради високата покупна цена. Мощността на диодните лазери може да се контролира, а лъчите им могат да се фокусират сравнително точно (14).
Това позволява да се придадат много по-фини детайли на дървесната повърхност и потенциално да се калибрират незначителните промени в материала, околната среда и повсеместното износване на излъчвателя. Въпреки това диодните лазери все още имат до два порядъка по-малка оптична мощност, така че производството се забавя значително. Голямо предимство е техният размер, който е с до три порядъка по-малък. Това прави по-лесно и по-евтино сглобяването на полупроводникови лазери в многолъчеви системи, които могат да се управляват едновременно (увеличаване на мощността) или поотделно (гравиране на няколко линии едновременно) (11).

Лазерен модул с комбинирани излъчватели
По този начин полупроводниковите лазери имат потенциала да надминат CO2 лазерите не само по отношение на точността, но и по отношение на скоростта и икономичността на производството в приложението на фотогравирането върху дърво. Факторът, който в крайна сметка ги прави по-подходящ излъчвател за производство на гравирани снимки върху дърво, е тяхната по-висока ефективност и ефикасност (15) при калибрирането на лъча въз основа на текущите свойства на материала и неговата среда.
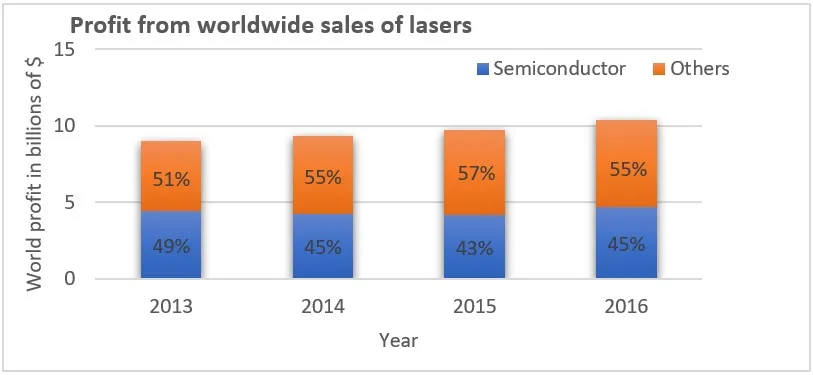
Използването на полупроводникови лазери се увеличава с всяка изминала година и в момента те са най-широко използваният вид лазерен излъчвател. Това се дължи на широкия спектър от приложения и на значителното увеличаване на максималната им мощност през последните няколко десетилетия. През 2016 г. общият световен приход от продажбата на лазерни излъчватели възлиза на 10,4 млрд. долара (16). От тях 45 % са само от продажби на полупроводникови лазерни излъчватели (17). Настоящата тенденция, показана на фигура 1, предполага, че понастоящем тази технология има по-обещаващо бъдеще по отношение на привличането на инвестиции в научноизследователска и развойна дейност.
Продажби на полупроводникови лазери
Повишаване на качеството на лазерното гравиране
Двата основни химични процеса, които протичат в дървения материал по време на лазерно гравиране, са изгаряне и карбонизация. Тези процеси протичат едновременно и при подходящ контрол могат да се постигнат значителен брой различни оттенъци. За постигане на подходящ контрол могат да се използват няколко подхода. Една от възможностите е различното фокусиране на лазерния лъч.
Резултати от фокусиран и дефокусиран ЛАЗЕР
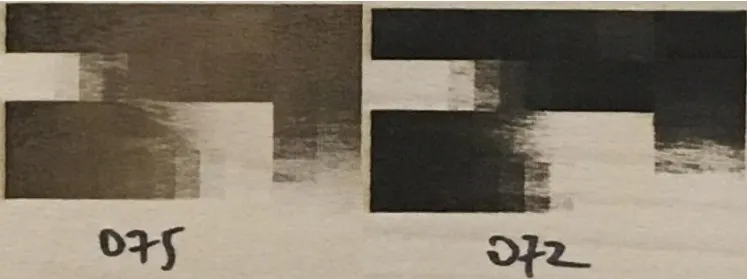
При гравиране с фокусиран лъч материалът се отрязва и палитрата от нюанси се променя от светлокафяво до тъмнокафяво. При гравиране с разфокусиран лъч получаваме до наситени черни нюанси. По този начин можем да получим различни палитри от нюанси и да получим по-голям брой цветове при гравиране с подходяща комбинация. Това води до по-голяма графична дълбочина и подобрено пренасяне на снимки и графики върху дърво. С правилната настройка е възможно да се постигнат качества, подобни на тези при стандартния печат. Това прави лазерното гравиране върху дърво много интересно от гледна точка на качеството и екологията на целия процес. Няма мастило, няма химия. Такива продукти могат да се определят като екологични и имат много по-малко отрицателно въздействие върху околната среда. Единствените отрицателни компоненти са лазерната светлина, която е миниатюрна и издържа десетки хиляди часове, и необходимата енергия.

Различни резултати от снимката на източника (в средата) с фокусиран (вляво) и дефокусиран (вдясно) лазерен лъч
На изображението по-горе можем да видим различни палитри от нюанси, които са постигнати само чрез различно фокусиране на лъча. Производственият код, блокът за управление и настройките на мощността на лазера са идентични. Трябва да се спомене, че разфокусирането на лъча води и до малко по-големи размери на гравираната точка, благодарение на което теоретично могат да се постигнат по-ниски детайли. Това винаги зависи от производителността и оптиката на гравиращата глава. Необходимо е да се фокусира лъчът, като се има предвид желаната разделителна способност. Въпреки това, когато правите снимки и графики в дърво, гравираната точка ще има ограничен минимален размер (в зависимост от мощността и оптиката), тъй като дървото леко изгаря и около гравираната точка. Това осигурява известно разстояние за регулиране на остротата спрямо гравираната точка.
Размитият лъч осигурява увеличаване на тъмнината на получената графика, както е показано на графиката по-долу. В същото време кривата на засенчване е по-остра, така че полученото потъмняване настъпва по-бързо. Затова максималната мощност на излъчвателя трябва да се регулира подходящо, така че цялата дълбочина на сенките да се разпредели равномерно в цялата хистограма на входната графика. Трябва да се спомене, че размазаният лъч се нуждае от повече мощност, за да промени материала, отколкото фокусираният лъч. Това се дължи на по-ниската енергийна плътност на размазания лъч и може да се види на следващата графика за стойности на лазерната мощност 0-20%.
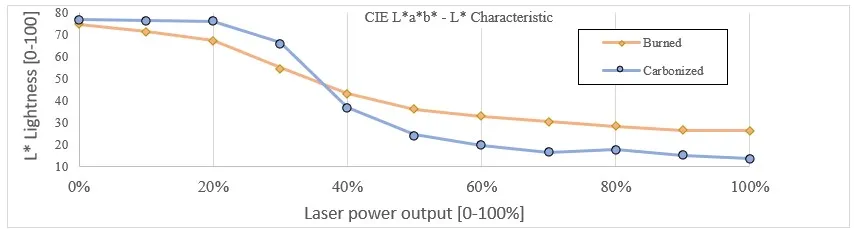
Дълбочина на нюанса при лазерно гравиране с обгорена и карбонизирана повърхност
Получените повърхности имат различен състав. Разликата между тези до химичните процеси може лесно да се види на сканирането с електронен микроскоп по-долу. Количеството на черния въглерод, останал върху дървените повърхности, бързо се променя с увеличаване на карбонизацията на повърхността. Това е очаквано, тъй като черният въглерод е отговорен за черния оттенък на повърхността. Дълбочината на повърхността се променя незначително, тъй като основната енергия на лазера се използва за карбонизация на дървесината, а не за сублимация на дървесината.
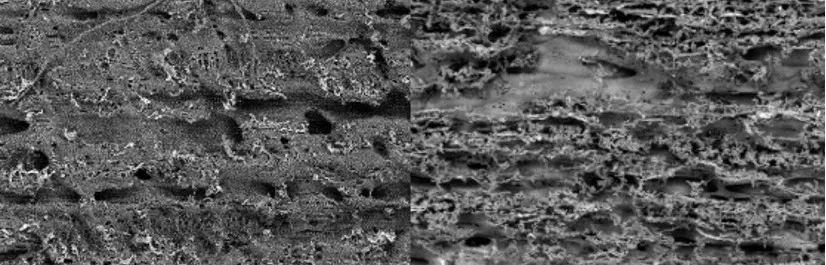
Разлики в количеството на черния въглерод под електронен микроскоп за фокусиран лазерен лъч (вляво) и дефокусиран лазерен лъч (вдясно)
Как да изберем подходящ комплект за надграждане на дадена машина с ЦПУ за конкретна машина с ЦПУ?
Специално за вас сме подготвили уебсайт, който превежда потребителя през процеса на избор на лазерна глава и след това води до подходящия комплект за вашата машина с ЦПУ. Щракнете върху бутона по-долу, за да посетите този уебсайт.
Заключение
Използването на полупроводникови лазери нараства с всяка изминала година. Благодарение на повишаването на изходната мощност на полупроводниковите лазери те могат да се използват във все повече случаи. Физическите размери на емитерите позволяват тяхното комбиниране. Те могат да се комбинират за по-висока изходна мощност или по-бързо растерно гравиране (гравиране на няколко реда едновременно). С дефокусиран лъч могат да се постигнат по-тъмни нюанси за гравиране на дърво. Това води до по-голяма дълбочина на получените графики. С подходяща комбинация може да се постигне по-добро качество на прехвърляне на изображението върху дървени повърхности. Важно е да се оптимизира процесът на лазерно гравиране за различните видове и състояния на дървесината.
При едни и същи настройки на лазера и изходната мощност се постига различно качество. Фокусът на лъча е само една от променливите. Влажността и възрастта на самата дървесина са други променливи, които играят роля за подобряване на резултатите от гравирането.
Автор на статията:
Мартин Юрек
Препратки
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - A review. Optics and Lasers in Engineering (Оптика и лазери в инженерството). 2015, том 73, стр. 89-122.
- Minami, K., and others (Минами, К. и др. Отстраняване на промишлен епоксиден разтвор с помощта на високомощен диоден лазер. Optics and Lasers in Engineering (Оптика и лазери в инженерството). 2002, том 38, 6, страници 485-498.
- Бруно, Луиджи. Механично охарактеризиране на композитни материали чрез оптични техники: Преглед. Optics and Lasers in Engineering. 2018, том 104, стр. 192-203.
- Chen, Yao, and others. Промени в цвета и химичния състав на повърхността на извлечена дървесина. Wood Science and Technology (Наука и технологии за дървесината). 2014, том 48, стр. 137-150.
- Kifetew, Grima. Приложение на метода за измерване на деформационното поле при дървесина по време на сушене. Wood Science and Technology. 1996, том 30, стр. 455-462.
- Martinez-Conde, Alejandro, and others. Review: Сравнителен анализ на CO2 лазер и конвенционално рязане за рязане на дървен материал и материали на дървесна основа. Wood Science and Technology. 2017, том 51, стр. 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly (Лазерна литография с висока разделителна способност и ниски разходи с използване на оптична глава Blu-ray). Оптики и лазери в инженерството. 2012, том 50, 6, стр. 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Възстановяване на рециклируеми материали: Experimental analysis of CD-R laser processing. Optics and Lasers in Engineering (Оптика и лазери в инженерството). 2007, том 45, 1, стр. 208-221.
- Влияние на съдържанието на влага при влакнесто лазерно рязане на борова дървесина. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pages 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story (Синият лазерен диод - пълната история). 2. Berlin: Springer - Verlag, 2000. стр. 368. 978-3-540-66505-2.
- Родригес, Ж.Коста и др. Теоретични и експериментални аспекти на лазерното рязане с директен диоден лазер. Оптика и лазери в инженерството. 2014, том 61, стр. 31-38.
- Бързо и гъвкаво лазерно маркиране и гравиране на наклонени и извити повърхности. Diaci, Janez, and others. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pages 195-199.
- Zeni, Luigi, and others. Характеризиране на мощни полупроводникови лазерни диодни масиви. Optics and Lasers in Engineering (Оптиката и лазерите в инженерството). 2003, том 39, 2, стр. 203-217.
- Wang, S. H., и др. Колимиране на отклоняващ се лазерен диоден лъч с помощта на оптично влакно с градиентен индекс. Optics and Lasers in Engineering. 2000, том 34, 2, страници 121-127.
- Напредъкът и характеристиките на обработката на материали с мощни диодни лазери. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, pages 231-253.
- Холтън, Конрад и др. Годишен преглед и прогноза на лазерния пазар: Къде отидоха всички лазери? Laser Focus World. [Онлайн] 23. January 2017. [Цитати: 20. януари 2019 г.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Стратегии. The Worldwide Market for Lasers (Световният пазар на лазери): Пазарен преглед и прогноза за 2017 г. New Hampshire : Strategies Unlimited, 2017 г.