A fagravírozás árnyékolásának függése a lézersugár fókuszától

Bevezetés
A lézergravírozás technológiája egy olyan fókuszált fénysugár irányított előállításából áll, amelynek energiája egy meghatározott hullámhosszon felmelegíti az átlátszatlan anyagra való becsapódási pontot. A sugárnyaláb profiljától, az alkalmazott energia mennyiségétől, az expozíciós időtől és az alapanyagtól függően az anyag felülete különböző gradiensekkel és intenzitással változik (1). A lézersugárnak az anyag felületére gyakorolt hatása csak egy bizonyos teljesítményszint felett jelentkezik, és általában irreverzibilis (2). A gravírozás során az anyagban bekövetkező legfontosabb változások az égés során bekövetkező anyagvesztés (a mélység) és a felületi réteg kémiai összetételének megváltozása (a színezés - szén).
Ezen változások intenzitásának előzetes meghatározhatósága a lézergravírozás minőségellenőrzésének egyik legfontosabb területe. A lézersugár által a fán előállított árnyalat nemcsak az intenzitástól (a teljesítménytől) és a lézersugár profiljától (a keresztmetszettől) függ. Magát az anyagot a környezetével (a levegővel) együtt használják fel az anyag kívánt pigmentációjának (árnyalatának) előállításához. Tehát a fa típusától, hőmérsékletétől, páratartalmától, keménységétől és a gravírozott rétegek aktuális kémiai összetételétől (a fa korától és a felületkezelésétől) is függ.
Mindezeken túl a fa természetes kompozit (3) és élő anyag, és még a megmunkálás után is folyamatosan változik (lebomlik - bomlik - vizet vesz fel vagy veszít) (4). A fa méretei is változhatnak (5).
Félvezető emitterek használata a lézergravírozásban
Egy olyan rendszerhez, amely képes a lézersugár intenzitásának finomhangolására az alapanyag és környezetének aktuális tulajdonságaitól függően, célszerű érzékeny és gyors (impulzusfrekvenciás) jeladót használni. Napjainkban a fába történő fotógravírozás főként CO2-lézerrel történik. A CO2-lézerek nagy teljesítményűek, ami nagy gyártási sebességet és anyagvágást tesz lehetővé (6). Azonban hosszabb hullámhosszú (10600 nm) hullámhosszt produkálnak, ezért nem olyan pontosak, mint a látható spektrumú diódalézerek (455 nm) (7). A félvezető lézerek használata a CD alkalmazásával hatalmas növekedésnek indult (8; 9).
Itt elsősorban fizikai méreteik, beszerzési áruk és a hullámhossz és a kimenő teljesítmény által adott nagyobb biztonság miatt találják meg alkalmazásukat. A lézerdiódák teljesítményének az utóbbi években bekövetkezett drámai növekedésének köszönhetően ez a sugárzó a technológia fontos részévé válik (10; 11). A diódalézerek egyre gyakrabban jelennek meg az ipari alkalmazásokban (12; 13). Ráadásul ezt a potenciált tovább növeli a magas beszerzési ár miatti gyors gyártás. A diódalézerek teljesítménye szabályozható, és sugaruk viszonylag pontosan fókuszálható (14).
Ez lehetővé teszi, hogy sokkal finomabb részletességgel adjuk át a fa felületét, és potenciálisan kalibráljuk az anyag, a környezet és a sugárzó mindenütt jelenlévő kopását okozó apró változásokat. A diódalézerek azonban még mindig akár két nagyságrenddel kisebb optikai teljesítményűek, így a gyártás jelentősen lelassul. Nagy előnyük a méretük, amely akár három nagyságrenddel kisebb. Ez megkönnyíti és olcsóbbá teszi a félvezető lézerek többsugarú rendszerekbe történő összeállítását, amelyek egyszerre (a teljesítmény növelése) vagy külön-külön (egyszerre több vonal gravírozása) vezérelhetők (11).

Lézermodul kombinált emitterekkel
A félvezető lézerek tehát nemcsak a pontosság, hanem a gyártási sebesség és a gazdaságosság tekintetében is felülmúlhatják a CO2-lézereket a fára történő fotógravírozás alkalmazásakor. Az a tényező, amely végső soron alkalmassá teszi őket a fára gravírozott fényképek előállítására, az a nagyobb hatékonyság és eredményesség (15), amellyel a sugárnyalábot az anyag és a környezet aktuális tulajdonságai alapján kalibrálják.
A félvezető lézerek használata évről évre növekszik, és napjainkban ezek a lézersugárzók a legszélesebb körben használt típusok. Ez az alkalmazások széles körének és az elmúlt évtizedekben a maximális teljesítményük jelentős növekedésének köszönhető. A lézersugárzók értékesítéséből származó teljes globális bevétel 2016-ban 10,4 milliárd dollár volt (16). Ennek 45%-a csak a félvezető lézerek értékesítéséből származott (17). Az 1. ábrán látható jelenlegi tendencia azt sugallja, hogy ez a technológia jelenleg ígéretesebb jövő előtt áll a kutatás-fejlesztési beruházások vonzása szempontjából.
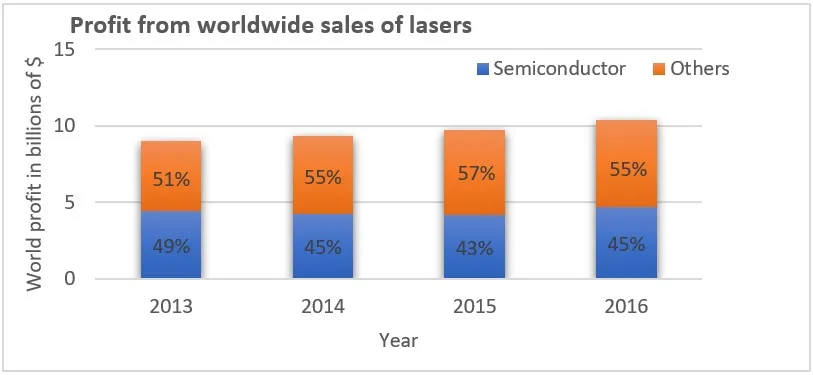
Félvezető LÁZERek értékesítése
A lézergravírozás növekvő minősége
A lézergravírozás során a faanyagban lejátszódó két alapvető kémiai folyamat az égés és a karbonizáció. Ezek a folyamatok egyidejűleg zajlanak, és megfelelő szabályozással jelentős számú különböző színárnyalat érhető el. A megfelelő szabályozás eléréséhez többféle megközelítés alkalmazható. Az egyik lehetőség a lézersugár különböző fókuszálása.
A fókuszált és defókuszált LÁZER eredményei
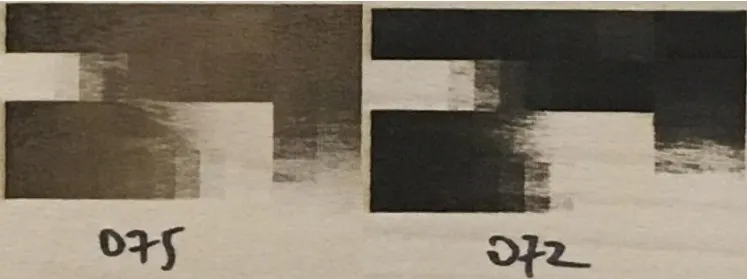
A fókuszált sugárral történő gravírozás során az anyagot levágják, és az árnyalatok palettája a világosbarnától a sötétbarnáig változik. A de-fókuszált sugárral történő gravírozásnál egészen a gazdag fekete árnyalatokig jutunk. Így különböző árnyalatú palettákat kaphatunk, és a megfelelő kombinációval történő gravírozáskor nagyobb számú színt kapunk. Ez nagyobb grafikai mélységet eredményez, és javítja a fényképek és grafikák fára történő átvitelét. A megfelelő hangolással hasonló minőséget érhetünk el, mint a hagyományos nyomtatással. Ez teszi a fába történő lézergravírozást nagyon érdekessé az egész folyamat minősége és ökológiai szempontból. Nincs tinta, nincs kémia. Az ilyen termékek környezetbarátnak mondhatók, és sokkal kisebb negatív hatással vannak a környezetre. Az egyetlen negatív összetevő a lézerfény, amely miniatűr és több tízezer órán át tart, valamint a szükséges energia.

A forrásfotó különböző eredményei (középen) fókuszált (balra) és defókuszált (jobbra) lézersugárral.
A fenti képen különböző árnyalatú palettákat láthatunk, amelyeket csak a sugár különböző fókuszálásával értek el. A gyártási kód, a vezérlőegység és a lézerteljesítmény beállításai azonosak voltak. Meg kell említeni, hogy a sugár elmosódása a gravírozott pont kissé nagyobb méreteit is eredményezi, aminek köszönhetően elméletileg kisebb részletesség érhető el. Ez mindig a gravírozófej teljesítményétől és optikájától függ. A sugár fókuszálására a kívánt felbontást figyelembe véve van szükség. A fába készített fényképek és grafikák készítésekor azonban a gravírozott pontnak korlátozott minimális mérete lesz (a teljesítménytől és az optikától függően), mivel a fa a gravírozott pont körül is kissé megég. Ez némi mozgásteret biztosít az élesség beállításához a gravírozott ponthoz képest.
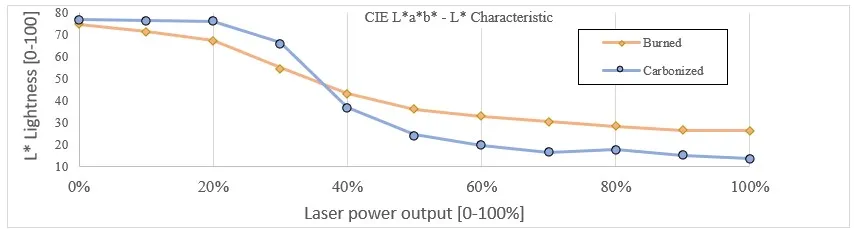
Az elmosódott sugár biztosítja az eredményül kapott grafika sötétségének növekedését, amint azt az alábbi grafikon mutatja. Ugyanakkor az árnyékgörbe élesebb, így a keletkező sötétedés gyorsabban következik be. Ezért a maximális sugárzási teljesítményt megfelelően kell beállítani, hogy az árnyalatok teljes mélysége egyenletesen oszoljon el a bemeneti grafika hisztogramján. Meg kell említeni, hogy egy elmosódott sugárnak nagyobb teljesítményre van szüksége az anyag megváltoztatásához, mint egy fókuszált sugárnak. Ez a homályos sugár alacsonyabb energiasűrűségének köszönhető, és a következő grafikonon látható 0-20%-os lézerteljesítmény értékek esetén.
A lézergravírozás árnyékmélysége égett és elszenesedett felülettel
Az így kapott felületek eltérő összetételűek. A kémiai folyamatoktól való eltérés jól látható az alábbi elektronmikroszkópos felvételen. A fafelületeken maradt fekete szén mennyisége gyorsan változik a felület elszenesedésének növekedésével. Ez várható, mivel a fekete szén felelős a fekete felület árnyalatáért. A felület mélysége csak kis mértékben változik, mivel a fő lézerenergiát a fa elszenesedésére és nem a fa szublimációjára fordítják.
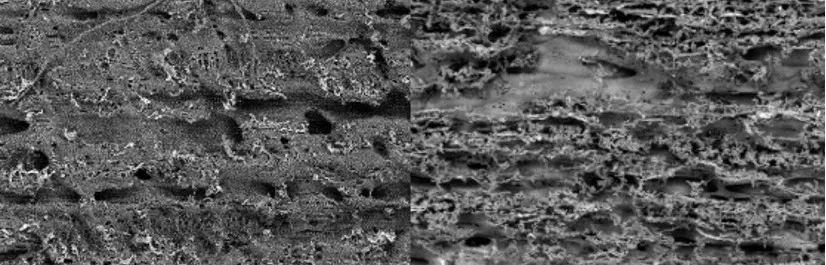
A fekete szén mennyiségének különbségei elektronmikroszkóp alatt a fókuszált lézersugár (balra) és a defókuszált lézersugár (jobbra) esetében.
Hogyan válasszuk ki a megfelelő CNC gépfrissítő készletet egy adott CNC géphez?
Kifejezetten az Ön számára készítettünk egy weboldalt, amely végigvezeti a felhasználót a lézerfej kiválasztásának folyamatán, majd elvezet az Ön CNC-gépéhez megfelelő készlethez. Az alábbi gombra kattintva látogasson el erre a weboldalra.
Következtetés
A félvezető lézerek használata évről évre növekszik. A félvezető lézerek növekvő teljesítményének köszönhetően egyre több esetben használhatók. Az emitterek fizikai méretei lehetővé teszik a kombinálásukat. Kombinálhatók a nagyobb kimenő teljesítmény vagy a gyorsabb raszteres gravírozás (több sor egyidejű gravírozása) érdekében. Defókuszált sugárral sötétebb árnyalatokat lehet elérni a fa gravírozásánál. Ez az eredményül kapott grafikák nagyobb mélységét eredményezi. Megfelelő kombinációval jobb minőségű képátvitel érhető el a fa felületeken. Fontos, hogy a lézergravírozási folyamatot a különböző fafajokhoz és állapotokhoz optimalizáljuk.
Ugyanazzal a lézer- és teljesítményteljesítmény-beállítással eltérő minőség érhető el. A sugár fókusza csak egy változó. A páratartalom és maga a fa kora további változók, amelyek szerepet játszanak a gravírozott eredmények javításában.
A cikk szerzője:
Martin Jurek
Hivatkozások
- Mishra, Sanjay a Yadava, Vinod. Lézersugaras mikromegmunkálás (LBMM) - áttekintés. Optika és lézerek a mérnöki tudományokban. 2015, Vol. 73, pages 89-122.
- Minami, K. és mások. Ipari epoxi habarcs eltávolítása nagy teljesítményű diódalézerrel. Optics and Lasers in Engineering. 2002, Vol. 38, 6., 485-498. oldal.
- Bruno, Luigi. Kompozit anyagok mechanikai jellemzése optikai technikákkal: Egy áttekintés. Optics and Lasers in Engineering. 2018, Vol. 104, pages 192-203.
- Chen, Yao és mások. Kivont fa szín- és felületi kémiai változásai. Wood Science and Technology (Faanyagtudomány és technológia). 2014, Vol. 48, 137-150. oldal.
- Kifetew, Grima. A deformációs mező mérési módszer alkalmazása fára szárítás közben. Wood Science and Technology. 1996, Vol. 30, pages 455-462.
- Martinez-Conde, Alejandro és mások. Review: A CO2-lézeres és a hagyományos fűrészelés összehasonlító elemzése fűrészáru és faalapú anyagok vágásához. Wood Science and Technology. 2017, Vol. 51, pages 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Nagy felbontású, alacsony költségű lézer litográfia egy Blu-ray optikai fejegység használatával. Optika és lézerek a mérnöki tudományokban. 2012, Vol. 50, 6, pages 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Újrahasznosítható anyagok visszanyerése: CD-R lézeres feldolgozásának kísérleti elemzése. Optika és lézerek a mérnöki tudományokban. 2007, Vol. 45, 1, pages 208-221.
- A nedvességtartalom hatása fenyőfa szálas lézeres vágásánál. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pages 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story. 2. Berlin : Springer - Verlag, 2000. 368. sz. 978-3-540-66505-2.
- Rodrigues, G. Costa és mások. A közvetlen diódalézerrel történő lézervágás elméleti és kísérleti szempontjai. Optika és lézerek a mérnöki tudományokban. 2014, 61. kötet, 31-38. oldal.
- Döntött és ívelt felületek gyors és rugalmas lézeres jelölése és gravírozása. Diaci, Janez és mások. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pages 195-199.
- Zeni, Luigi és mások. Teljesítmény félvezető lézerdióda tömbök jellemzése. Optics and Lasers in Engineering. 2003, Vol. 39, 2. kötet, 203-217. oldal.
- Wang, S. H. és mások. Divergáló lézerdiódasugár kollimálása gradált indexű optikai szál segítségével. Optics and Lasers in Engineering. 2000, Vol. 34, 2, 121-127. oldal.
- A nagy teljesítményű diódalézer anyagfeldolgozásának előrelépései és jellemzői. Li, Lin. 2000. 4-6., Optics and Lasers in Engineering, 34. kötet, 231-253. oldal.
- Holton, Conrad és mások. Éves lézerpiaci áttekintés és előrejelzés: Where have all the lasers gone? Laser Focus World. [Online] 23. 2017. január. [Idézi: 2019. január 20.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Korlátlan, stratégiák. A lézerek világpiaca: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.