Hout graveren Schaduw afhankelijkheid van laser bundel focus

Inleiding
De technologie van het lasergraveren bestaat uit het gecontroleerd genereren van een gefocuste lichtstraal waarvan de energie het trefpunt op een ondoorzichtig materiaal verwarmt bij een specifieke golflengte. Afhankelijk van het straalprofiel, de hoeveelheid toegepaste energie, de belichtingstijd en het basismateriaal, verandert het oppervlak van het materiaal met verschillende gradiënten en intensiteiten (1). De effecten van de laserstraal op het oppervlak van het materiaal zijn alleen zichtbaar boven een bepaald vermogensniveau en zijn over het algemeen onomkeerbaar (2). De belangrijkste veranderingen in het materiaal tijdens het graveren zijn het verlies van materiaal tijdens het branden (de diepte) en de verandering in de chemische samenstelling van de oppervlaktelaag (de tint - koolstof).
De mogelijkheid om de intensiteit van deze veranderingen vooraf te bepalen is een van de belangrijkste gebieden van kwaliteitscontrole bij het lasergraveren. De tint die door de laserstraal op hout wordt geproduceerd, hangt niet alleen af van de intensiteit (het vermogen) en het profiel van de laserstraal (de dwarsdoorsnede). Het materiaal zelf wordt gebruikt in combinatie met zijn omgeving (de lucht) om de gewenste pigmentatie (de tint) van het materiaal te produceren. Het hangt dus ook af van het soort hout, de temperatuur, de vochtigheid, de hardheid en de huidige chemische samenstelling van de gegraveerde lagen (de leeftijd van het hout en de oppervlaktebehandeling).
Bovendien is hout een natuurlijk composiet (3) en een levend materiaal, en zelfs na bewerking verandert het voortdurend (het degradeert - ontbindt - absorbeert of verliest water) (4). Ook de afmetingen van hout kunnen veranderen (5).
Gebruik van halfgeleiderzenders bij lasergraveren
Voor een systeem dat in staat is om de intensiteit van de laserstraal nauwkeurig af te stemmen op de actuele eigenschappen van het basismateriaal en de omgeving, is het aangewezen om een gevoelige en snelle (pulsfrequentie) zender te gebruiken. Tegenwoordig wordt het graveren van foto's in hout voornamelijk gedaan met een CO2 laser. CO2 lasers hebben een hoog vermogen, waardoor hoge productiesnelheden en materiaalsnedes mogelijk zijn (6). Ze produceren echter langere golflengtes (10600 nm), waardoor ze niet zo nauwkeurig zijn als diodelasers met een zichtbaar spectrum (455 nm) (7). Het gebruik van halfgeleiderlasers is enorm toegenomen door het gebruik van CD (8; 9).
Ze vinden hier hun toepassing vooral vanwege hun fysieke afmetingen, aankoopprijs en hogere veiligheid door de golflengte en het uitgangsvermogen. Dankzij de dramatische toename van het vermogen van laserdiodes in de afgelopen jaren wordt deze emitter een belangrijk onderdeel van de technologie (10; 11). Diodelasers duiken steeds vaker op in industriële toepassingen (12; 13). Bovendien wordt dit potentieel nog versterkt door de snelle productie vanwege de hoge aankoopprijs. Diodelasers kunnen in vermogen worden geregeld en hun bundels kunnen relatief nauwkeurig worden gericht (14).
Hierdoor kunnen veel fijnere details worden aangebracht op een houtoppervlak en kunnen minieme veranderingen in het materiaal, de omgeving en de alomtegenwoordige slijtage van de emitter worden gekalibreerd. Diodelasers hebben echter nog steeds tot twee orden van grootte minder optisch vermogen, waardoor de productie aanzienlijk vertraagd wordt. Een groot voordeel is hun grootte, die tot drie orden van grootte kleiner is. Dit maakt het eenvoudiger en goedkoper om halfgeleiderlasers te assembleren in multibeam systemen die gelijktijdig (vermogen verhogen) of afzonderlijk (meerdere lijnen tegelijk graveren) kunnen worden aangestuurd (11).

Lasermodule met gecombineerde zenders
Halfgeleiderlasers hebben dus het potentieel om CO2-lasers te overtreffen, niet alleen in termen van nauwkeurigheid, maar ook in termen van snelheid en productiebesparing bij de toepassing van fotograveren op hout. De factor die hen uiteindelijk een geschiktere emitter maakt voor het produceren van gegraveerde foto's op hout is hun hogere efficiëntie en effectiviteit (15) in het kalibreren van de straal op basis van de huidige eigenschappen van een materiaal en de omgeving.
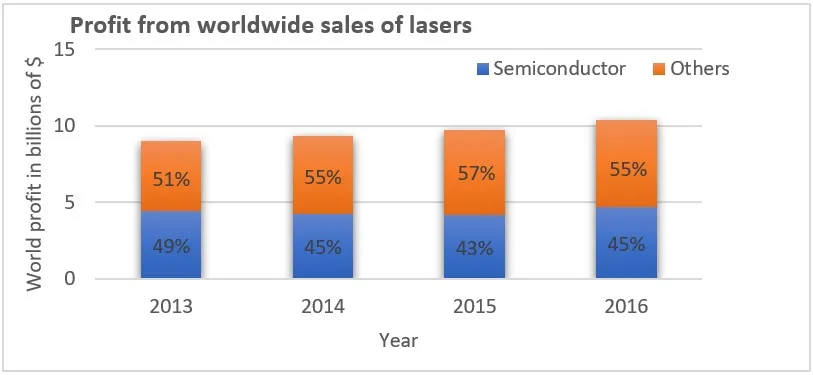
Het gebruik van halfgeleiderlasers neemt elk jaar toe en tegenwoordig zijn ze het meest gebruikte type laseremitter. Dit komt door het brede scala aan toepassingen en de aanzienlijke toename van hun maximale vermogen in de afgelopen decennia. De totale wereldwijde omzet uit de verkoop van laseremitters bedroeg $10,4 miljard in 2016 (16). Hiervan was 45% alleen al afkomstig van de verkoop van halfgeleiderlasers (17). De huidige trend, weergegeven in figuur 1, suggereert dat deze technologie momenteel een veelbelovende toekomst heeft als het gaat om het aantrekken van investeringen in onderzoek en ontwikkeling.
Verkoop van halfgeleiderlasers
Toenemende kwaliteit van lasergraveren
Twee chemische basisprocessen die plaatsvinden in houtmateriaal tijdens het lasergraveren zijn verbranding en carbonisatie. Deze processen vinden gelijktijdig plaats en met de juiste controle kan een aanzienlijk aantal verschillende tinten worden bereikt. Er kunnen meerdere benaderingen worden gebruikt om een goede controle te krijgen. Eén optie is de verschillende focus van de laserstraal.
Resultaten van gefocuste en gedefocuste LASER
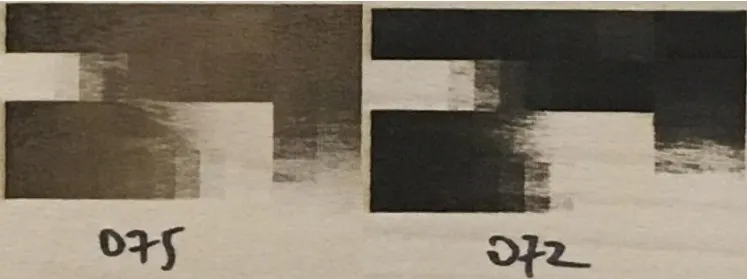
Bij het graveren met een gefocuste straal wordt het materiaal afgesneden en verandert het kleurenpalet van lichtbruin naar donkerbruin. Bij graveren met een onscherpe straal krijgen we tot rijke zwarte tinten. Op deze manier kunnen we verschillende paletten van tinten krijgen en een groter aantal kleuren bij het graveren met een geschikte combinatie. Dit leidt tot een grotere grafische diepte en een betere overdracht van foto's en afbeeldingen op hout. Met de juiste afstemming is het mogelijk om dezelfde kwaliteiten te bereiken als met standaard drukwerk. Dit maakt lasergraveren in hout zeer interessant vanuit het oogpunt van kwaliteit en ecologie van het hele proces. Er is geen inkt, geen chemie. Dergelijke producten kunnen worden omschreven als milieuvriendelijk en hebben een veel lagere negatieve impact op het milieu. De enige negatieve componenten zijn het laserlicht, dat miniatuur is en tienduizenden uren meegaat en de benodigde energie.

Verschillende resultaten van bronfoto (midden) met gefocuste (links) en gedefocuste (rechts) laserstraal
In de afbeelding hierboven kunnen we verschillende paletten van tinten zien die alleen werden bereikt door een andere focus van de straal. De productiecode, besturingseenheid en instellingen van het laservermogen waren identiek. Er moet worden vermeld dat de onscherpte van de straal ook leidt tot iets hogere afmetingen van de gegraveerde punt, waardoor theoretisch lagere details kunnen worden bereikt. Dit hangt altijd af van de prestaties en de optiek van de graveerkop. Het is noodzakelijk om de straal te focussen rekening houdend met de gewenste resolutie. Bij het graveren van foto's en afbeeldingen in hout zal de gegraveerde punt echter een beperkte minimale grootte hebben (afhankelijk van het vermogen en de optiek), omdat het hout ook rond de gegraveerde punt iets brandt. Dit geeft enige ruimte om de scherpte ten opzichte van de gegraveerde punt aan te passen.
De onscherpe straal zorgt voor een toename in de donkerheid van de resulterende afbeeldingen, zoals te zien is in de grafiek hieronder. Tegelijkertijd is de schaduwcurve scherper, zodat de resulterende verduistering sneller plaatsvindt. Daarom moet het maximale uitstralingsvermogen op de juiste manier worden ingesteld, zodat de volledige diepte van de schaduwen gelijkmatig wordt verdeeld over het histogram van de invoerafbeelding. Er moet worden vermeld dat een onscherpe bundel meer vermogen nodig heeft om het materiaal te veranderen dan een gefocuste bundel. Dit komt door de lagere energiedichtheid van de onscherpe straal en is te zien in de volgende grafiek voor laservermogens van 0-20%.
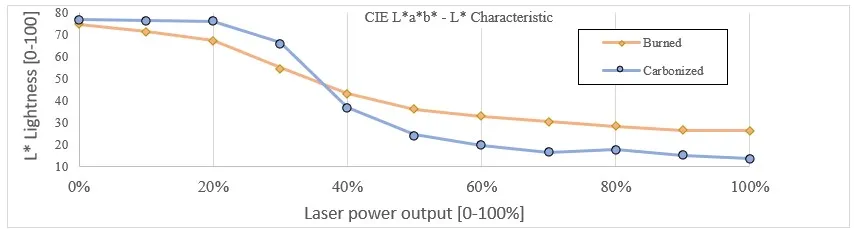
Schaduwdiepte van lasergraveren met verbrand en gecarboniseerd oppervlak
De resulterende oppervlakken hebben verschillende samenstellingen. Het verschil tussen deze en chemische processen is goed te zien op de onderstaande scan van de elektronenmicroscoop. De hoeveelheid zwarte koolstof die achterblijft op houtoppervlakken verandert snel met toenemende carbonisatie van het oppervlak. Dit is te verwachten omdat de zwarte koolstof verantwoordelijk is voor de zwarte tint van het oppervlak. De diepte van een oppervlak verandert slechts licht omdat de belangrijkste laserenergie wordt gebruikt voor de carbonisatie van hout in plaats van houtsublimatie.
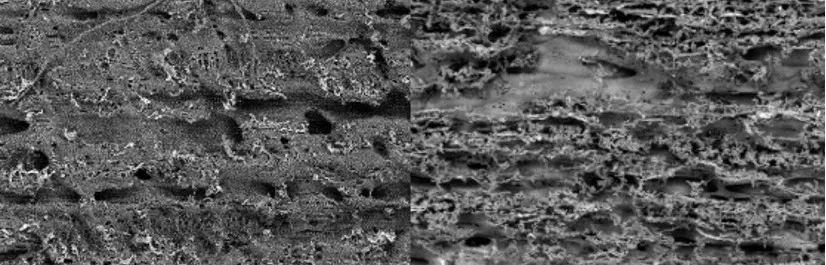
Verschillen in hoeveelheden zwarte koolstof onder een elektronenmicroscoop voor gefocuste laserstraal (links) en gedefocuste laserstraal (rechts)
Hoe kies je een geschikte CNC machine upgradeset voor een bepaalde CNC machine?
Speciaal voor u hebben we een website gemaakt die de gebruiker door het proces van het selecteren van een laserkop leidt en vervolgens naar de juiste set voor uw CNC machine. Klik op de knop hieronder om deze website te bezoeken.
Conclusie
Het gebruik van halfgeleiderlasers groeit elk jaar. Dankzij het toenemende vermogen van halfgeleiderlasers kunnen ze in steeds meer gevallen worden gebruikt. De fysieke afmetingen van emmiters maken het mogelijk om ze te combineren. Ze kunnen gecombineerd worden voor hogere vermogens of sneller rastergraveren (graveren van meerdere rijen tegelijkertijd). Met een onscherpe bundel kunnen donkere tinten worden bereikt voor het graveren van hout. Dit leidt tot een grotere diepte van de resulterende afbeeldingen. Met de juiste combinatie kan een betere kwaliteit van beeldoverdracht op houten oppervlakken worden bereikt. Het is belangrijk om het lasergraveerproces te optimaliseren voor verschillende houtsoorten en -toestanden.
Met dezelfde laser en vermogensinstellingen wordt verschillende kwaliteit bereikt. De focus van de straal is slechts één variabele. Vochtigheid en de leeftijd van het hout zelf zijn andere variabelen die een rol spelen bij het verbeteren van de gegraveerde resultaten.
Auteur artikel:
Martin Jurek
Referenties
- Mishra, Sanjay a Yadava, Vinod. Laser Beam MicroMachining (LBMM) - Een overzicht. Optica en Lasers in Engineering. 2015, Vol. 73, pagina's 89-122.
- Minami, K., en anderen. Het verwijderen van industriële epoxyspecie met een krachtige diodelaser. Optics and Lasers in Engineering. 2002, Vol. 38, 6, pagina's 485-498.
- Bruno, Luigi. Mechanical characterization of composite materials by optical techniques: Een overzicht. Optics and Lasers in Engineering. 2018, Vol. 104, pages 192-203.
- Chen, Yao, en anderen. Kleur en oppervlaktechemie veranderingen van geëxtraheerd hout. Wood Science and Technology. 2014, Vol. 48, pagina's 137-150.
- Kifetew, Grima. Application of the deformation field measurement method to wood during drying. Wood Science and Technology. 1996, Vol. 30, pagina's 455-462.
- Martinez-Conde, Alejandro, en anderen. Review: Comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials. Houtwetenschap en -technologie. 2017, Vol. 51, pagina's 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. Hoge resolutie, lage kosten laserlithografie met behulp van een Blu-ray optische kopassemblage. Optics and Lasers in Engineering. 2012, Vol. 50, 6, pagina's 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Herwinnen van recyclebare materialen: Experimentele analyse van CD-R laserverwerking. Optics and Lasers in Engineering. 2007, Vol. 45, 1, pagina's 208-221.
- Het effect van vochtgehalte bij fiber lasersnijden van grenen hout. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pp. 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. De blauwe laserdiode - het complete verhaal. 2. Berlijn : Springer - Verlag, 2000. str. 368. 978-3-540-66505-2.
- Rodrigues, G.Costa, and others. Theoretische en experimentele aspecten van lasersnijden met een directe diodelaser. Optics and Lasers in Engineering. 2014, Vol. 61, pagina's 31-38.
- Snel en flexibel lasermarkeren en -graveren van gekantelde en gebogen oppervlakken. Diaci, Janez, en anderen. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pagina's 195-199.
- Zeni, Luigi, en anderen. Karakterisering van arrays van krachtige halfgeleiderlaserdiodes. Optics and Lasers in Engineering. 2003, Vol. 39, 2, pagina's 203-217.
- Wang, S. H., en anderen. Collimeren van divergerende laserdiodebundel met optische vezel met graded-index. Optics and Lasers in Engineering. 2000, Vol. 34, 2, pagina's 121-127.
- De vooruitgang en kenmerken van materiaalbewerking met diodelaser met hoog vermogen. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, blz. 231-253.
- Holton, Conrad, en anderen. Jaarlijks overzicht en prognose van de lasermarkt: Waar zijn alle lasers gebleven? Laser Focus World. [Online] 23. Januari 2017. [Citeert: 20. januari 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. De wereldwijde markt voor lasers: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.