Εξάρτηση της σκιάς χάραξης ξύλου από την εστίαση της δέσμης λέιζερ

Εισαγωγή
Η τεχνολογία της χάραξης με λέιζερ συνίσταται στην ελεγχόμενη παραγωγή μιας εστιασμένης δέσμης φωτός της οποίας η ενέργεια θερμαίνει το σημείο πρόσκρουσης σε ένα αδιαφανές υλικό σε συγκεκριμένο μήκος κύματος. Ανάλογα με το προφίλ της δέσμης, την ποσότητα της εφαρμοζόμενης ενέργειας, το χρόνο έκθεσης και το βασικό υλικό, η επιφάνεια του υλικού μεταβάλλεται με διαφορετικές κλίσεις και εντάσεις (1). Οι επιδράσεις της δέσμης λέιζερ στην επιφάνεια του υλικού είναι εμφανείς μόνο πάνω από ένα ορισμένο επίπεδο ισχύος και είναι γενικά μη αναστρέψιμες (2). Οι σημαντικότερες αλλαγές στο υλικό κατά τη χάραξη είναι η απώλεια υλικού κατά την καύση (το βάθος) και η αλλαγή της χημικής σύνθεσης του επιφανειακού στρώματος (η απόχρωση - άνθρακας).
Η δυνατότητα εκ των προτέρων προσδιορισμού της έντασης αυτών των αλλαγών αποτελεί έναν από τους βασικούς τομείς του ποιοτικού ελέγχου στη χάραξη με λέιζερ. Η απόχρωση που παράγει η δέσμη λέιζερ στο ξύλο δεν εξαρτάται μόνο από την ένταση (την ισχύ) και το προφίλ της δέσμης λέιζερ (τη διατομή). Το ίδιο το υλικό χρησιμοποιείται σε συνδυασμό με το περιβάλλον του (τον αέρα) για να παραχθεί η επιθυμητή μελάγχρωση (η απόχρωση) του υλικού. Έτσι, εξαρτάται επίσης από τον τύπο του ξύλου, τη θερμοκρασία του, την υγρασία του, τη σκληρότητα και την τρέχουσα χημική σύνθεση των χαραγμένων στρωμάτων (την ηλικία του ξύλου και την επιφανειακή του επεξεργασία).
Επιπλέον, το ξύλο είναι ένα φυσικό σύνθετο (3) και ζωντανό υλικό και ακόμη και μετά την επεξεργασία του μεταβάλλεται συνεχώς (υποβαθμίζεται - αποσυντίθεται - απορροφά ή χάνει νερό) (4). Οι διαστάσεις του ξύλου μπορούν επίσης να αλλάξουν (5).
Χρήση εκποµπών ηµιαγωγών στη χάραξη µε λέιζερ
Για ένα σύστημα ικανό να ρυθμίζει λεπτομερώς την ένταση της δέσμης λέιζερ ανάλογα με τις τρέχουσες ιδιότητες του βασικού υλικού και του περιβάλλοντός του, είναι σκόπιμο να χρησιμοποιείται ένας ευαίσθητος και γρήγορος (συχνότητα παλμών) πομπός. Σήμερα, η χάραξη φωτογραφιών σε ξύλο γίνεται κυρίως με λέιζερ CO2. Τα λέιζερ CO2 έχουν υψηλή ισχύ, επιτρέποντας υψηλές ταχύτητες παραγωγής και κοπές υλικού (6). Ωστόσο, παράγουν μεγαλύτερα μήκη κύματος (10600 nm), οπότε δεν είναι τόσο ακριβή όσο τα διοδικά λέιζερ ορατού φάσματος (455 nm) (7). Η χρήση των λέιζερ ημιαγωγών σημείωσε τεράστια αύξηση με τη χρήση του CD (8; 9).
Βρίσκουν εδώ την εφαρμογή τους κυρίως λόγω των φυσικών διαστάσεων, της τιμής αγοράς τους και της υψηλότερης ασφάλειας που τους δίνει το μήκος κύματος και η ισχύς εξόδου. Χάρη στη δραματική αύξηση της ισχύος των διόδων λέιζερ τα τελευταία χρόνια, ο πομπός αυτός καθίσταται σημαντικό μέρος της τεχνολογίας (10; 11). Τα διοδικά λέιζερ εμφανίζονται όλο και περισσότερο σε βιομηχανικές εφαρμογές (12; 13). Επιπλέον, οι δυνατότητες αυτές ενισχύονται περαιτέρω από την ταχεία παραγωγή λόγω της υψηλής τιμής αγοράς. Τα διοδικά λέιζερ μπορούν να ελεγχθούν σε ισχύ και οι δέσμες τους μπορούν να εστιαστούν με σχετική ακρίβεια (14).
Αυτό επιτρέπει την απόδοση πολύ λεπτότερων λεπτομερειών σε μια επιφάνεια ξύλου και ενδεχομένως βαθμονομεί τις μικροσκοπικές αλλαγές στο υλικό, το περιβάλλον και την πανταχού παρούσα φθορά του πομπού. Ωστόσο, τα διοδικά λέιζερ εξακολουθούν να έχουν έως και δύο τάξεις μεγέθους μικρότερη οπτική ισχύ, οπότε η παραγωγή επιβραδύνεται σημαντικά. Ένα μεγάλο πλεονέκτημα είναι το μέγεθός τους, το οποίο είναι έως και τρεις τάξεις μεγέθους μικρότερο. Αυτό καθιστά ευκολότερη και φθηνότερη τη συναρμολόγηση των λέιζερ ημιαγωγών σε συστήματα πολλαπλών ακτίνων που μπορούν να ελέγχονται ταυτόχρονα (αύξηση της ισχύος) ή ξεχωριστά (χάραξη πολλών γραμμών ταυτόχρονα) (11).

Μονάδα λέιζερ με συνδυασμένους πομπούς
Τα λέιζερ ημιαγωγών έχουν έτσι τη δυνατότητα να υπερτερούν των λέιζερ CO2 όχι μόνο από άποψη ακρίβειας, αλλά και από άποψη ταχύτητας και οικονομίας παραγωγής στην εφαρμογή της φωτοχάραξης σε ξύλο. Ο παράγοντας που τα καθιστά τελικά καταλληλότερο πομπό για την παραγωγή χαραγμένων φωτογραφιών σε ξύλο είναι η υψηλότερη αποδοτικότητα και αποτελεσματικότητά τους (15) στη βαθμονόμηση της δέσμης με βάση τις τρέχουσες ιδιότητες ενός υλικού και του περιβάλλοντός του.
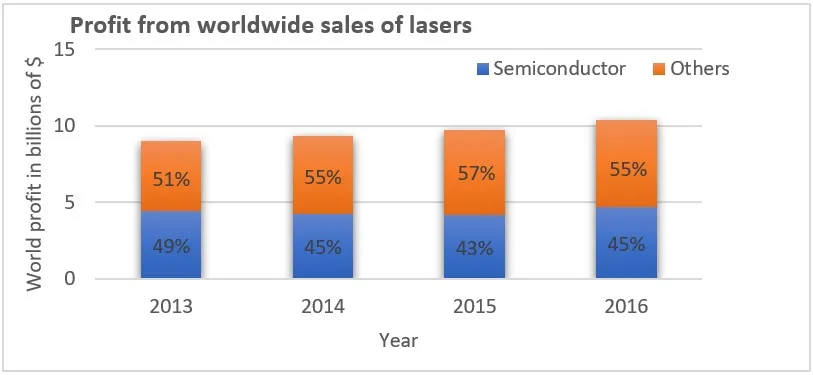
Η χρήση των λέιζερ ημιαγωγών αυξάνεται χρόνο με το χρόνο και σήμερα αποτελούν τον πιο ευρέως χρησιμοποιούμενο τύπο πομπού λέιζερ. Αυτό οφείλεται στο ευρύ φάσμα εφαρμογών και στη σημαντική αύξηση της μέγιστης ισχύος τους τις τελευταίες δεκαετίες. Τα συνολικά παγκόσμια έσοδα από την πώληση πομπών λέιζερ ανήλθαν σε 10,4 δισεκατομμύρια δολάρια το 2016 (16). Από αυτά, το 45% προερχόταν μόνο από τις πωλήσεις λέιζερ ημιαγωγών (17). Η τρέχουσα τάση, η οποία παρουσιάζεται στο Σχήμα 1, υποδηλώνει ότι η τεχνολογία αυτή έχει επί του παρόντος ένα πιο ελπιδοφόρο μέλλον όσον αφορά την προσέλκυση επενδύσεων στην έρευνα και την ανάπτυξη.
Πωλήσεις LASER ημιαγωγών
Αύξηση της ποιότητας της χάραξης με λέιζερ
Δύο βασικές χημικές διεργασίες που λαμβάνουν χώρα στο υλικό ξύλου κατά τη χάραξη με λέιζερ είναι η καύση και η απανθράκωση. Οι διαδικασίες αυτές λαμβάνουν χώρα ταυτόχρονα και με κατάλληλο έλεγχο μπορεί να επιτευχθεί σημαντικός αριθμός διαφορετικών αποχρώσεων. Για την επίτευξη του κατάλληλου ελέγχου μπορούν να χρησιμοποιηθούν πολλαπλές προσεγγίσεις. Μια επιλογή είναι η διαφορετική εστίαση της δέσμης λέιζερ.
Αποτελέσματα της εστιασμένης και της αποεστιασμένης δέσμης LASER
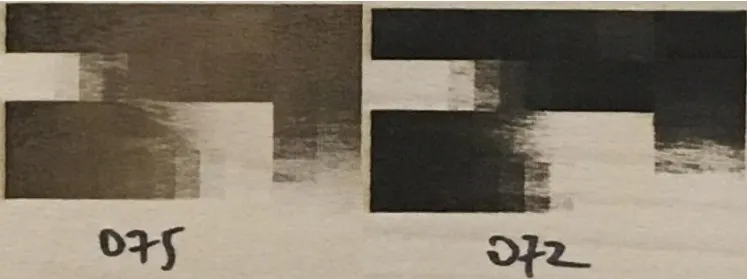
Κατά τη χάραξη με εστιασμένη δέσμη, το υλικό αποκόπτεται και η παλέτα των αποχρώσεων αλλάζει από ανοιχτό καφέ σε σκούρο καφέ. Για χάραξη με αποεστιασμένη δέσμη, έχουμε μέχρι και πλούσιες μαύρες αποχρώσεις. Με αυτόν τον τρόπο, μπορούμε να έχουμε διαφορετικές παλέτες αποχρώσεων και να έχουμε μεγαλύτερο αριθμό χρωμάτων κατά τη χάραξη με τον κατάλληλο συνδυασμό. Αυτό οδηγεί σε μεγαλύτερο γραφικό βάθος και βελτιωμένη μεταφορά φωτογραφιών και γραφικών στο ξύλο. Με τον κατάλληλο συντονισμό, είναι δυνατόν να επιτύχουμε παρόμοιες ποιότητες όπως με την τυπική εκτύπωση. Αυτό καθιστά τη χάραξη με λέιζερ σε ξύλο πολύ ενδιαφέρουσα από την άποψη της ποιότητας και της οικολογίας της όλης διαδικασίας. Δεν υπάρχει μελάνι, ούτε χημεία. Τέτοια προϊόντα μπορούν να χαρακτηριστούν φιλικά προς το περιβάλλον και έχουν πολύ μικρότερες αρνητικές επιπτώσεις στο περιβάλλον. Τα μόνα αρνητικά συστατικά είναι το φως λέιζερ, το οποίο είναι μικροσκοπικό και διαρκεί δεκάδες χιλιάδες ώρες, και η ενέργεια που απαιτείται.

Διαφορετικά αποτελέσματα της φωτογραφίας της πηγής (μέση) με εστιασμένη (αριστερά) και αποεστιασμένη (δεξιά) δέσμη λέιζερ
Στην παραπάνω εικόνα, μπορούμε να δούμε διαφορετικές παλέτες αποχρώσεων που επιτεύχθηκαν μόνο με διαφορετική εστίαση της δέσμης. Ο κώδικας παραγωγής, η μονάδα ελέγχου και οι ρυθμίσεις ισχύος του λέιζερ ήταν πανομοιότυπες. Θα πρέπει να αναφερθεί ότι η θόλωση της δέσμης οδηγεί επίσης σε ελαφρώς μεγαλύτερες διαστάσεις του σημείου χάραξης, χάρη στις οποίες μπορούν θεωρητικά να επιτευχθούν χαμηλότερες λεπτομέρειες. Εξαρτάται πάντα από την απόδοση και την οπτική της κεφαλής χάραξης. Είναι απαραίτητη η εστίαση της δέσμης λαμβάνοντας υπόψη την επιθυμητή ανάλυση. Ωστόσο, κατά την κατασκευή φωτογραφιών και γραφικών σε ξύλο, το σημείο χάραξης θα έχει περιορισμένο ελάχιστο μέγεθος (ανάλογα με την ισχύ και τα οπτικά), καθώς το ξύλο καίγεται ελαφρώς και γύρω από το σημείο χάραξης. Αυτό παρέχει κάποιο περιθώριο για τη ρύθμιση της ευκρίνειας σε σχέση με το σημείο χάραξης.
Η θολή δέσμη παρέχει μια αύξηση στο σκοτάδι των γραφικών που προκύπτουν, όπως φαίνεται στο παρακάτω γράφημα. Ταυτόχρονα, η καμπύλη σκίασης είναι πιο οξεία, οπότε η προκύπτουσα σκουρότητα πραγματοποιείται ταχύτερα. Επομένως, η μέγιστη ισχύς εκπομπής θα πρέπει να ρυθμίζεται κατάλληλα, ώστε όλο το βάθος των σκιών να κατανέμεται ομοιόμορφα σε όλο το ιστόγραμμα του γραφικού εισόδου. Θα πρέπει να αναφερθεί ότι μια θολή δέσμη χρειάζεται περισσότερη ισχύ για να αλλάξει το υλικό από ό,τι μια εστιασμένη δέσμη. Αυτό οφείλεται στη χαμηλότερη ενεργειακή πυκνότητα της θολής δέσμης και φαίνεται στο ακόλουθο γράφημα για τιμές ισχύος λέιζερ 0-20%.
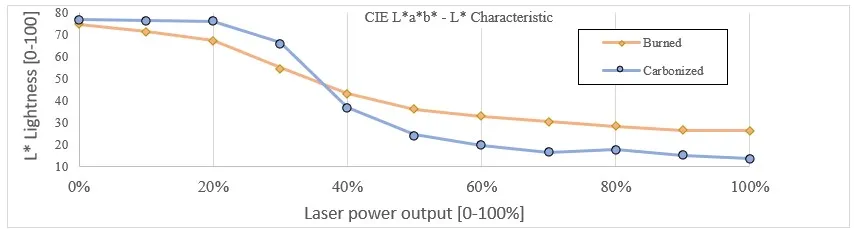
Βάθος σκίασης της χάραξης με λέιζερ με καμένη και απανθρακωμένη επιφάνεια
Οι προκύπτουσες επιφάνειες έχουν διαφορετική σύνθεση. Η διαφορά μεταξύ αυτών με τις χημικές διεργασίες μπορεί εύκολα να φανεί στην παρακάτω σάρωση με ηλεκτρονικό μικροσκόπιο. Η ποσότητα του μαύρου άνθρακα που παραμένει στις ξύλινες επιφάνειες αλλάζει γρήγορα με την αύξηση της απανθράκωσης της επιφάνειας. Αυτό είναι αναμενόμενο, δεδομένου ότι ο μαύρος άνθρακας είναι υπεύθυνος για τη μαύρη απόχρωση της επιφάνειας. Το βάθος μιας επιφάνειας μεταβάλλεται ελάχιστα, δεδομένου ότι η κύρια ενέργεια του λέιζερ χρησιμοποιείται για την απανθράκωση του ξύλου και όχι για την εξάχνωση του ξύλου.
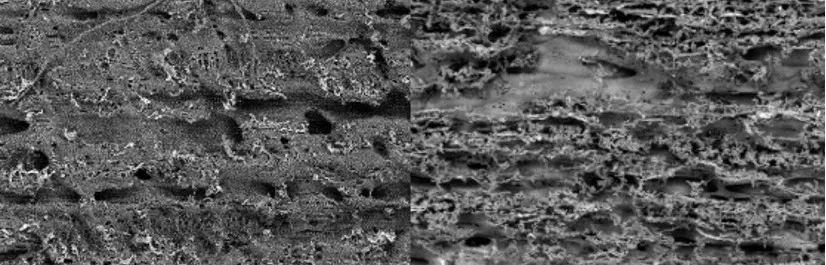
Διαφορές στις ποσότητες μαύρου άνθρακα στο ηλεκτρονικό μικροσκόπιο για εστιασμένη δέσμη λέιζερ (αριστερά) και αποεστιασμένη δέσμη λέιζερ (δεξιά)
Πώς να επιλέξετε ένα κατάλληλο κιτ αναβάθμισης μηχανής CNC για μια συγκεκριμένη μηχανή CNC;
Ειδικά για εσάς, έχουμε ετοιμάσει έναν ιστότοπο που καθοδηγεί τον χρήστη στη διαδικασία επιλογής μιας κεφαλής λέιζερ και στη συνέχεια οδηγεί στο κατάλληλο σετ για τη μηχανή CNC που διαθέτετε. Κάντε κλικ στο παρακάτω κουμπί για να επισκεφθείτε αυτόν τον ιστότοπο.
Συμπέρασμα
Η χρήση των λέιζερ ημιαγωγών αυξάνεται κάθε χρόνο. Χάρη στην αύξηση της ισχύος εξόδου των λέιζερ ημιαγωγών, μπορούν να χρησιμοποιηθούν σε όλο και περισσότερες περιπτώσεις. Οι φυσικές διαστάσεις των εκπομπών επιτρέπουν τον συνδυασμό τους. Μπορούν να συνδυαστούν για υψηλότερες εξόδους ισχύος ή ταχύτερη χάραξη ράστερ (χάραξη πολλών σειρών ταυτόχρονα). Με αποεστιασμένη δέσμη μπορούν να επιτευχθούν πιο σκούρες αποχρώσεις για τη χάραξη ξύλου. Αυτό οδηγεί σε μεγαλύτερο βάθος των γραφικών που προκύπτουν. Με τον κατάλληλο συνδυασμό μπορεί να επιτευχθεί καλύτερη ποιότητα μεταφοράς εικόνας σε ξύλινες επιφάνειες. Είναι σημαντικό να βελτιστοποιείται η διαδικασία χάραξης με λέιζερ σε διαφορετικά είδη και καταστάσεις ξύλου.
Με τις ίδιες ρυθμίσεις λέιζερ και ισχύος εξόδου επιτυγχάνεται διαφορετική ποιότητα. Η εστίαση της δέσμης είναι μόνο μία μεταβλητή. Η υγρασία και η ηλικία του ίδιου του ξύλου είναι άλλες μεταβλητές που παίζουν ρόλο στη βελτίωση των αποτελεσμάτων της χάραξης.
Συγγραφέας του άρθρου:
Martin Jurek
Αναφορές
- Mishra, Sanjay a Yadava, Vinod. Μικροκατεργασία με δέσμη λέιζερ (LBMM) - ανασκόπηση. Οπτική και λέιζερ στη μηχανική. 2015, Vol. 73, pages 89-122.
- Minami, K. και άλλοι. Η αφαίρεση βιομηχανικού εποξειδικού ενέματος με χρήση διοδικού λέιζερ υψηλής ισχύος. Optics and Lasers in Engineering. 2002, Vol. 38, 6, pages 485-498.
- Bruno, Luigi. Μηχανικός χαρακτηρισμός σύνθετων υλικών με οπτικές τεχνικές: Ανασκόπηση. Optics and Lasers in Engineering. 2018, Vol. 104, pages 192-203.
- Chen, Yao, και άλλοι. Μεταβολές στο χρώμα και την επιφανειακή χημεία του εκχυλισμένου ξύλου. Wood Science and Technology. 2014, Vol. 48, pages 137-150.
- Kifetew, Grima. Εφαρμογή της μεθόδου μέτρησης του πεδίου παραμόρφωσης στο ξύλο κατά την ξήρανση. Wood Science and Technology. 1996, Vol. 30, pages 455-462.
- Martinez-Conde, Alejandro και άλλοι. Ανασκόπηση: Συγκριτική ανάλυση του laser CO2 και του συμβατικού πριονίσματος για την κοπή ξυλείας και υλικών με βάση το ξύλο. Wood Science and Technology. 2017, Vol. 51, pages 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly. Optics and Lasers in Engineering. 2012, Vol. 50, 6, pages 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Ανάκτηση ανακυκλώσιμων υλικών: Πειραματική ανάλυση της επεξεργασίας CD-R με λέιζερ. Οπτική και λέιζερ στη μηχανική. 2007, Vol. 45, 1, pages 208-221.
- Η επίδραση της περιεκτικότητας σε υγρασία στην κοπή με λέιζερ ινών ξύλου πεύκου. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, pages 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. The blue laser diode - the complete story. 2. Βερολίνο: Springer - Verlag, 2000. σ. 368. 978-3-540-66505-2.
- Rodrigues, G. Costa και άλλοι. Θεωρητικές και πειραματικές πτυχές της κοπής με λέιζερ με άμεσο διοδικό λέιζερ. Οπτική και λέιζερ στη μηχανική. 2014, τόμος 61, σελίδες 31-38.
- Ταχεία και ευέλικτη σήμανση και χάραξη με λέιζερ κεκλιμένων και καμπύλων επιφανειών. Diaci, Janez και άλλοι. 2, 2011, Optics and Lasers in Engineering, Vol. 49, pages 195-199.
- Zeni, Luigi, και άλλοι. Χαρακτηρισμός συστοιχιών διόδων λέιζερ ημιαγωγών ισχύος. Optics and Lasers in Engineering. 2003, Τόμος 39, 2, σελίδες 203-217.
- Wang, S. H., και άλλοι. Συγκερασμός αποκλίνουσας δέσμης διόδων λέιζερ με χρήση οπτικής ίνας διαβαθμισμένου δείκτη. Optics and Lasers in Engineering. 2000, Vol. 34, 2, pages 121-127.
- Οι εξελίξεις και τα χαρακτηριστικά της επεξεργασίας υλικών με διοδικό λέιζερ υψηλής ισχύος. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, pages 231-253.
- Holton, Conrad και άλλοι. Ετήσια ανασκόπηση και πρόβλεψη της αγοράς λέιζερ: Πού πήγαν όλα τα λέιζερ; Laser Focus World. [Online] 23. Ιανουάριος 2017. [Αναφορές: 20. Ιανουαρίου 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Απεριόριστα, Στρατηγικές. The Worldwide Market for Lasers: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.