Puukaiverrussävyjen riippuvuus lasersäteen tarkennuksesta

Johdanto
Laserkaiverrustekniikka koostuu fokusoidun valonsäteen hallitusta tuottamisesta, jonka energia lämmittää läpinäkymättömän materiaalin osumakohdan tietyllä aallonpituudella. Säteen profiilista, käytetystä energiamäärästä, valotusajasta ja perusmateriaalista riippuen materiaalin pinta muuttuu eri asteilla ja voimakkuudella (1). Lasersäteen vaikutukset materiaalin pintaan näkyvät vasta tietyn tehotason yläpuolella ja ovat yleensä peruuttamattomia (2). Kaiverruksen aikana materiaalissa tapahtuvat tärkeimmät muutokset ovat materiaalin häviäminen polttamisen aikana (syvyys) ja pintakerroksen kemiallisen koostumuksen muutos (sävy - hiili).
Näiden muutosten voimakkuuden määrittäminen etukäteen on yksi laserkaiverruksen laadunvalvonnan keskeisistä osa-alueista. Lasersäteen puuhun tuottama sävy ei riipu ainoastaan intensiteetistä (tehosta) ja lasersäteen profiilista (poikkileikkauksesta). Materiaalia itseään käytetään yhdessä sen ympäristön (ilman) kanssa tuottamaan materiaalin haluttu pigmentti (sävy). Se riippuu siis myös puulajista, sen lämpötilasta, kosteudesta, kovuudesta ja kaiverrettujen kerrosten senhetkisestä kemiallisesta koostumuksesta (puun iästä ja sen pintakäsittelystä).
Lisäksi puu on luonnollinen komposiitti (3) ja elävä materiaali, ja se muuttuu jatkuvasti (hajoaa - hajoaa - imee tai menettää vettä) (4). Myös puun mitat voivat muuttua (5).
Puolijohdesäteilijöiden käyttö laserkaiverruksessa.
Järjestelmässä, joka pystyy hienosäätämään lasersäteen voimakkuutta perusmateriaalin ja sen ympäristön kulloistenkin ominaisuuksien mukaan, on tarkoituksenmukaista käyttää herkkää ja nopeaa (pulssitaajuus) lähetintä. Nykyään valokuvien kaiverruksessa puuhun käytetään pääasiassa CO2-laseria. CO2-lasereilla on suuri teho, mikä mahdollistaa suuret tuotantonopeudet ja materiaalin leikkaukset (6). Ne tuottavat kuitenkin pidempiä aallonpituuksia (10600 nm), joten ne eivät ole yhtä tarkkoja kuin näkyvän spektrin diodilaserit (455 nm) (7). Puolijohdelasereiden käyttö on lisääntynyt valtavasti CD:n käytön myötä (8; 9).
Niitä käytetään pääasiassa niiden fyysisten mittojen, hankintahinnan ja aallonpituuden ja lähtötehon antaman suuremman turvallisuuden vuoksi. Laserdiodien tehon viime vuosina tapahtuneen dramaattisen kasvun ansiosta tästä emitteristä on tulossa tärkeä osa teknologiaa (10; 11). Diodilasereita käytetään yhä useammin teollisissa sovelluksissa (12; 13). Lisäksi tätä potentiaalia lisää vielä nopea tuotanto korkean hankintahinnan vuoksi. Diodilaserien tehoa voidaan säätää, ja niiden säteet voidaan keskittää suhteellisen tarkasti (14).
Tämä mahdollistaa paljon hienompien yksityiskohtien antamisen puupinnalle ja mahdollisesti kalibroi materiaalin, ympäristön ja säteilijän kaikkialle ulottuvan kulumisen pienetkin muutokset. Diodilaserien optinen teho on kuitenkin edelleen jopa kaksi kertaluokkaa pienempi, joten tuotanto hidastuu merkittävästi. Suuri etu on niiden koko, joka on jopa kolme kertaluokkaa pienempi. Tämän ansiosta puolijohdelasereita on helpompi ja halvempi koota monisädejärjestelmiksi, joita voidaan ohjata samanaikaisesti (tehon lisääminen) tai erikseen (useiden viivojen kaiverrus kerralla) (11).

Lasermoduuli, jossa on yhdistetyt emitterit
Puolijohdelasereilla on siis mahdollisuus päihittää CO2-laserit paitsi tarkkuuden myös nopeuden ja tuotannon taloudellisuuden osalta puun valokaiverruksessa. Tekijä, joka lopulta tekee niistä sopivamman emitterin puuhun kaiverrettujen valokuvien tuottamiseen, on niiden suurempi tehokkuus ja vaikuttavuus (15) säteen kalibroinnissa materiaalin ja sen ympäristön nykyisten ominaisuuksien perusteella.
Puolijohdelasereiden käyttö lisääntyy vuosi vuodelta, ja nykyään ne ovat yleisimmin käytetty lasersäteilijätyyppi. Tämä johtuu niiden laajasta sovellusvalikoimasta ja siitä, että niiden maksimiteho on kasvanut merkittävästi viime vuosikymmeninä. Lasersäteilijöiden myynnistä saadut maailmanlaajuiset kokonaistulot olivat 10,4 miljardia dollaria vuonna 2016 (16). Tästä 45 prosenttia tuli pelkästään puolijohdelasereiden myynnistä (17). Kuvassa 1 esitetty nykyinen suuntaus viittaa siihen, että tällä teknologialla on tällä hetkellä lupaavampi tulevaisuus tutkimus- ja kehitysinvestointien houkuttelemiseksi.
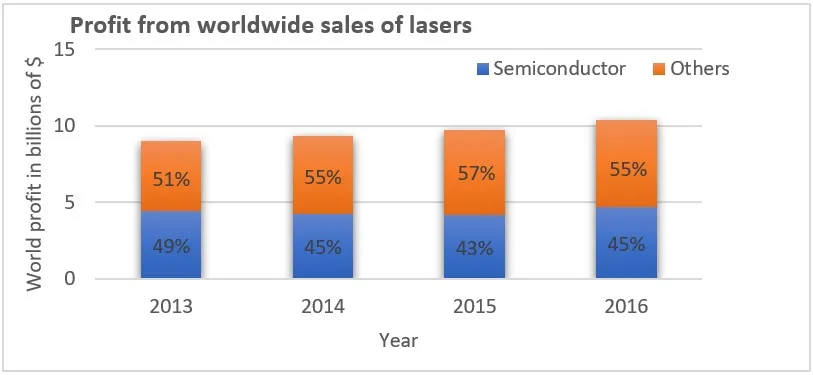
Puolijohdelasereiden myynti
Laserkaiverruksen laadun paraneminen
Kaksi kemiallista perusprosessia, jotka tapahtuvat puumateriaalissa laserkaiverruksen aikana, ovat palaminen ja hiiltyminen. Nämä prosessit tapahtuvat samanaikaisesti, ja asianmukaisella valvonnalla voidaan saavuttaa huomattava määrä erilaisia sävyjä. Asianmukaiseen valvontaan voidaan käyttää useita lähestymistapoja. Yksi vaihtoehto on lasersäteen erilainen fokusointi.
Fokusoidun ja defokusoidun LASERin tulokset
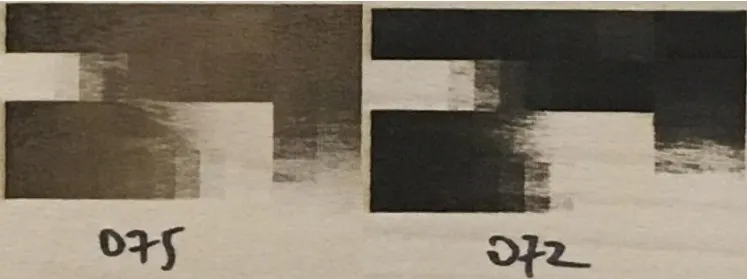
Kaiverrettaessa fokusoidulla säteellä materiaali katkaistaan, ja sävyjen paletti muuttuu vaaleanruskeasta tummanruskeaan. Kaiverrettaessa defokusoidulla säteellä saadaan jopa täyteläisen mustia sävyjä. Näin voimme saada erilaisia sävypaletteja ja saada suuremman määrän värejä, kun kaiverramme sopivalla yhdistelmällä. Tämä johtaa suurempaan graafiseen syvyyteen ja parempaan valokuvien ja grafiikan siirtoon puuhun. Oikealla virityksellä on mahdollista saavuttaa samanlaisia ominaisuuksia kuin tavallisella painatuksella. Tämä tekee laserkaiverruksesta puuhun erittäin mielenkiintoista koko prosessin laadun ja ekologisuuden kannalta. Ei ole mustetta, ei kemiaa. Tällaisia tuotteita voidaan kutsua ympäristöystävällisiksi, ja niiden kielteiset ympäristövaikutukset ovat paljon vähäisemmät. Ainoat negatiiviset osatekijät ovat laservalo, joka on pienikokoinen ja kestää kymmeniä tuhansia tunteja, sekä tarvittava energia.

Erilaiset tulokset lähdekuvasta (keskellä), jossa on fokusoitu (vasemmalla) ja defokusoitu (oikealla) lasersäde.
Yllä olevassa kuvassa näemme erilaisia sävyjen paletteja, jotka saavutettiin vain säteen erilaisella fokusoinnilla. Tuotantokoodi, ohjausyksikkö ja laserin tehoasetukset olivat identtiset. On syytä mainita, että säteen epätarkkuus johtaa myös kaiverretun pisteen hieman suurempiin mittoihin, minkä ansiosta voidaan teoriassa saavuttaa pienempiä yksityiskohtia. Se riippuu aina kaiverruspään suorituskyvystä ja optiikasta. Säde on tarkennettava ottaen huomioon haluttu resoluutio. Kun puuhun tehdään valokuvia ja grafiikkaa, kaiverretulla pisteellä on kuitenkin rajoitettu vähimmäiskoko (tehosta ja optiikasta riippuen), koska puu palaa hieman myös kaiverretun pisteen ympärillä. Tämä antaa jonkin verran liikkumavaraa terävyyden säätämiseen suhteessa kaiverrettuun pisteeseen.
Sumea säde lisää tuloksena olevan grafiikan tummuutta, kuten alla olevasta kuvaajasta käy ilmi. Samalla varjostuskäyrä on terävämpi, joten tuloksena oleva tummuminen tapahtuu nopeammin. Siksi suurin säteilyteho on säädettävä sopivaksi, jotta koko sävysyvyys jakautuu tasaisesti koko syötettävän grafiikan histogrammiin. On syytä mainita, että epätarkka säde tarvitsee enemmän tehoa materiaalin muuttamiseen kuin fokusoitu säde. Tämä johtuu epätarkan säteen pienemmästä energiatiheydestä, ja se näkyy seuraavasta kuvaajasta lasertehon arvoilla 0-20 %.
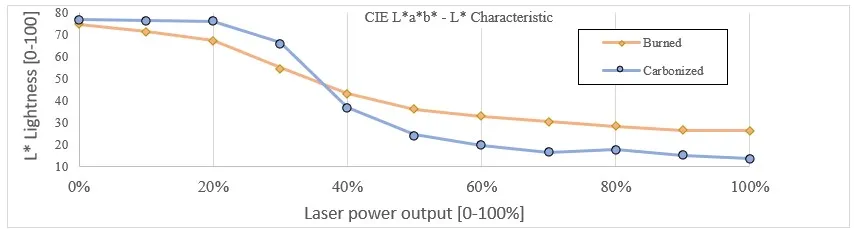
Sävysyvyys laserkaiverruksessa, jossa pinta on palanut ja hiiltynyt.
Tuloksena syntyvillä pinnoilla on erilainen koostumus. Näiden ero kemiallisiin prosesseihin on helposti nähtävissä alla olevasta elektronimikroskooppikuvasta. Puun pintaan jäävän mustan hiilen määrä muuttuu nopeasti pinnan hiiltymisen lisääntyessä. Tämä on odotettavissa, koska musta hiili on vastuussa mustan pinnan sävystä. Pinnan syvyys muuttuu vain vähän, koska pääosa laserenergiasta käytetään puun hiiltymiseen eikä puun sublimoitumiseen.
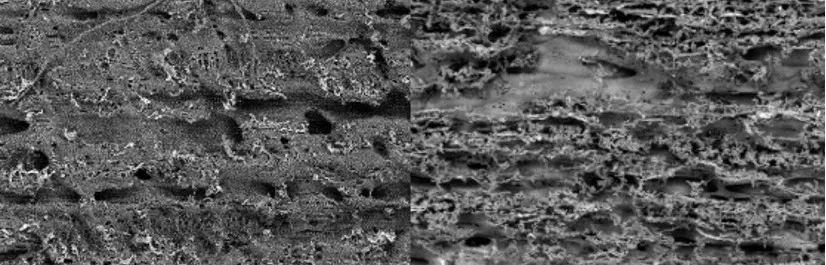
Erot mustan hiilen määrissä elektronimikroskoopissa fokusoidun lasersäteen (vasen) ja defokusoidun lasersäteen (oikea) kohdalla.
Miten valita sopiva CNC-koneen päivityssarja tietylle CNC-koneelle?
Olemme erityisesti sinua varten laatineet verkkosivuston, joka opastaa käyttäjää laserpään valintaprosessin läpi ja johtaa sitten CNC-koneellesi sopivaan sarjaan. Klikkaa alla olevaa painiketta vierailemaan tällä verkkosivustolla.
Johtopäätös
Puolijohdelasereiden käyttö kasvaa joka vuosi. Puolijohdelasereiden kasvavan tehon ansiosta niitä voidaan käyttää yhä useammissa tapauksissa. Emissiolaserien fyysiset mitat mahdollistavat niiden yhdistämisen. Niitä voidaan yhdistää suurempiin tehoihin tai nopeampaan rasterikaiverrukseen (useiden rivien kaiverrus samanaikaisesti). Puun kaiverruksessa voidaan saavuttaa tummempia sävyjä, kun säde on epätarkka. Näin saadaan suurempi syvyys tuloksena olevaan grafiikkaan. Oikealla yhdistelmällä voidaan saavuttaa parempi kuvansiirto puupinnoille. On tärkeää optimoida laserkaiverrusprosessi eri puulajeille ja -tiloille.
Samoilla laser- ja tehoasetuksilla saavutetaan erilaista laatua. Säteen tarkennus on vain yksi muuttuja. Kosteus ja puun ikä ovat muita muuttujia, jotka vaikuttavat kaiverrustulosten parantamiseen.
Artikkelin kirjoittaja:
Martin Jurek
Viitteet
- Mishra, Sanjay ja Yadava, Vinod. Laser Beam MicroMachining (LBMM) - katsaus. Optics and Lasers in Engineering. 2015, Vol. 73, s. 89-122.
- Minami, K. ja muut. Teollisen epoksilaastin poistaminen suuritehoisella diodilaserilla. Optics and Lasers in Engineering. 2002, Vol. 38, 6, sivut 485-498.
- Bruno, Luigi. Komposiittimateriaalien mekaaninen karakterisointi optisilla tekniikoilla: A review. Optics and Lasers in Engineering. 2018, Vol. 104, sivut 192-203.
- Chen, Yao ja muut. Uuttopuun värin ja pintakemian muutokset. Wood Science and Technology. 2014, Vol. 48, s. 137-150.
- Kifetew, Grima. Muodonmuutoskentän mittausmenetelmän soveltaminen puuhun kuivauksen aikana. Wood Science and Technology. 1996, Vol. 30, s. 455-462.
- Martinez-Conde, Alejandro ja muut. Review: CO2-laserin ja perinteisen sahauksen vertaileva analyysi sahatavaran ja puupohjaisten materiaalien leikkauksessa. Wood Science and Technology. 2017, Vol. 51, sivut 943-966.
- Rothenbach, Christian A. a Gupta, Mool C. High resolution, low cost laser lithography using a Blu-ray optical head assembly. Optics and Lasers in Engineering. 2012, Vol. 50, 6, sivut 900-904.
- Barletta, Massimiliano, Gisario, Annamaria a Tagliaferri, Vincenzo. Kierrätettävien materiaalien talteenotto: CD-R-levyjen laserkäsittelyn kokeellinen analyysi. Optics and Lasers in Engineering. 2007, Vol. 45, 1, sivut 208-221.
- Kosteuspitoisuuden vaikutus mäntypuun kuitulaserleikkauksessa. Hernández-Castañeda, JuanCarlos, Kursad, Huseyin a Li, Lin. 9-10, 2011, Optics and Lasers in Engineering, Vol. 49, sivut 1139-1152.
- Nakamura, S., Pearton, S. a Fasol, G. Sininen laserdiodi - koko tarina. 2. Berliini : Springer - Verlag, 2000. 368 s. 978-3-540-66505-2.
- Rodrigues, G.Costa ja muut. Suoralla diodilaserilla tapahtuvan laserleikkauksen teoreettiset ja kokeelliset näkökohdat. Optics and Lasers in Engineering. 2014, Vol. 61, s. 31-38.
- Kallistettujen ja kaarevien pintojen nopea ja joustava lasermerkintä ja -kaiverrus. Diaci, Janez ja muut. 2, 2011, Optics and Lasers in Engineering, Vol. 49, sivut 195-199.
- Zeni, Luigi ym. Tehopuolijohdelaserdiodiryhmien karakterisointi. Optics and Lasers in Engineering. 2003, Vol. 39, 2, sivut 203-217.
- Wang, S. H. ja muut. Divergoivan laserdiodisäteen kollimointi gradoitua optista kuitua käyttäen. Optics and Lasers in Engineering. 2000, Vol. 34, 2, s. 121-127.
- Suuritehoisten diodilaser-materiaalien käsittelyn edistysaskeleet ja ominaisuudet. Li, Lin. 4-6, 2000, Optics and Lasers in Engineering, Vol. 34, sivut 231-253.
- Holton, Conrad ja muut. Vuosittainen lasermarkkinoiden katsaus ja ennuste: Where have all the lasers gone? Laser Focus World. [Online] 23. Tammikuu 2017. [Viitattu: 20. tammikuuta 2019.] https://www.laserfocusworld.com/lasers-sources/article/16548135/annual-laser-market-review-forecast-where-have-all-the-lasers-gone.
- Unlimited, Strategies. Lasereiden maailmanlaajuiset markkinat: Market Review and Forecast 2017. New Hampshire : Strategies Unlimited, 2017.