












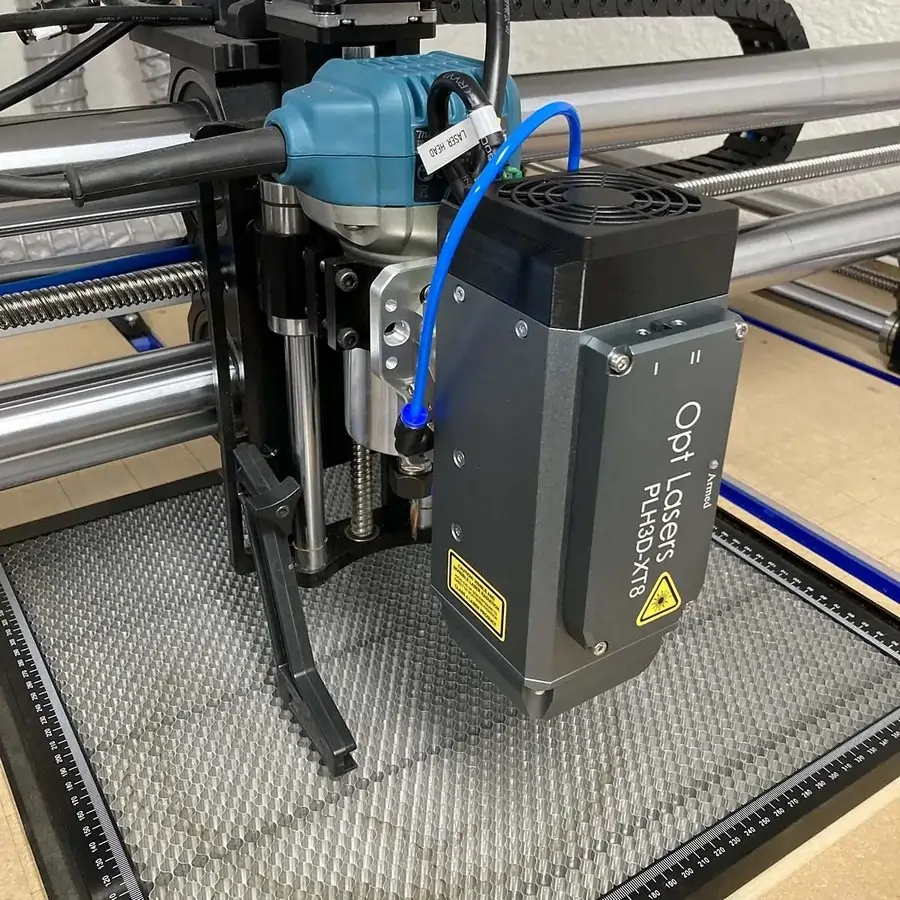
PLH3D-XT8 45W Cutting and Engraving Laser Head
Specs: 45W Optical Power, HD 125DPI 180um spot, max wood cutting thickness 20mm (¾” )
Best For: CO2-like Ultra High Speed Cutting and Engraving, Thick Materials Cutting
- Read reviews (35)
Select Accessories
Build Your Own Kit | Full Upgrades in Description
|
|

|
LaserDock PRO - Laser to CNC Magnetic Docking Station $199.00 $159.20 |
|
|

|
$199.00 |
|
|
")
|
Cable for PLH3D-XT8 Laser Head (7m / 22 ft) $32.00 |
|
|

|
$70.00 |
|
|

|
24V 8A Power Supply with US/UK adapters $79.00 |
|
|

|
OptiShield - PLH3D Laser Engraver Beam Cover $29.00 |
|
|

|
$12.00 |
|
|

|
$29.00 |
|
|

|
$187.00 $168.30 |
|
|

|
LaserDock PRO - Laser Side Part Only $99.00 $89.10 |
Insurance Options
|
|

|
2-Year Insurance for Collision or Laser Head Drop $249.00 $224.10 |
CNC Machine Control Software

Downloads
Product description
Benefits Offered by Opt Lasers for the First Time on This Market
30-Day Satisfaction Guarantee for Returns
Lifetime Technical Support
#1 in Customer Support
Optional Collision or Laser Head Drop Insurance
Product Originating from the Laser Head Concept Creator
Made in Poland, EU
PLH3D-XT8 - World's No. 1 Patented Laser Head for All CNC Machines
Looking to upgrade your CNC machine with laser capabilities? Our Hyper-Performance XT8 CNC Cutting and Engraving Laser Heads are the ultimate solution. Crafted by the industry's leading manufacturer and concept creator of laser heads, our impressive XT8 laser heads deliver unparalleled performance.
The PLH3D-XT8 laser head incorporates Opt Lasers' patented multi-laser diode technology, driving its cutting-edge capabilities. This innovative approach ensures unparalleled performance and precision, setting a new standard in laser processing.
Alongside the laser, you have the option to select additional accessories according to your preferences. Choose from add-ons like the LaserDock Pro and Height Reference Tool to further enhance your setup.
Remember to select the right Laser to Machine Mount and Signal Wire for your CNC machine at the top of the page if you're building your own kit!
Experience hassle-free installation and exceptional performance with the XT8 kit. Trust in Opt Lasers to elevate your CNC experience to new heights.

Pick Your CNC Model or Brand to See the Compatible Plug & Play Laser Kit
LightBurn Software — Get 10% Off When You Buy with Opt Lasers Kits
Save 10% when you add LightBurn to your XF+, XT-50, or XT8 Kit.
When purchased together with our Plug&Play Kits, LightBurn comes at an exclusive discounted price — so you start with the best tools and the best value from day one. Widely trusted by laser users around the world, LightBurn is the community’s most popular choice, with thousands of licenses sold.
LightBurn software is available as an optional accessory with our laser kits or heads and is compatible with all Opt Lasers cutting and engraving modules — including XT8, XT-50, and XF+. It streamlines your workflow and provides precise control for optimal cutting and engraving results. You can add it from the Accessories section at the top of the page.
Compatibility tip: LightBurn’s compatibility depends on your machine’s motion controller/firmware (not the laser module itself). It works with most available CNC controllers and includes a Custom G-Code postprocessor. However, please make sure that your controller is supported before purchasing.
Whether you’re working with wood, plastics, leather, or foam, pairing LightBurn with Opt Lasers hardware ensures reliable, efficient, and high-quality results.

Features & Benefits of the PLH3D-XT8 Laser Head
Unmatched Focus Depth: With its remarkable focus depth and extended beam waist, the XT8 eliminates the need for constant adjustments and allows single-pass cutting, speeding up your work.

Precision in Action: The PLH3D-XT8’s laser spot size below 200 µm allows you to achieve precise details for artistic work and effortlessly cut through materials like 15 mm wood. Thanks to its highly symmetrical beam, the kerf (line width) remains the same in either scan direction.

Grayscale Engraving and Full-Power Cutting: Switch between two modes: 50% power for detailed engraving or high-speed cutting with 100% power, swiftly adapting to various materials and applications.

Integrated Air-Assist Nozzle: Enhance cutting efficiency with our integrated nozzle. Enjoy up to six times faster cutting speeds and reduced heat-related damage to the processed material. It also helps keep the protective window and main lens clean.

Copper Heatpipe Heatsink: Our advanced cooling technology ensures optimal cooling performance and great longevity by efficiently conveying heat to an additional heatsink.

Operational Safety: Stay informed with our signaling LED, indicating the laser's armed status and providing overheating alerts for added safety and proper temperature management.

Superfast Built-In Driver: Experience unmatched performance with our integrated driver, ensuring precise engraving and reliable results. The close proximity of the laser diodes to the driver enables high-frequency current modulation.

Full-Metal Body: The laser's housing is fully constructed from durable metal, ensuring robust protection and enhanced longevity for the device.

Showcase of Creations from Customers Made with Opt Lasers Cutting and Engraving Laser









Most Popular Accessories for the PLH3D-XT8
PLH3D-CNC Adapter Pro
- Safety key to prevent unauthorized use.
- Display showing status, input state, PWM signal fill level, and set program.
- Easy program change and adapter programming capability.
- System restart in case of power failure.
- Detection of laser head connection.
- Additional settings for advanced users.
- Test mode for checking connections and testing the laser head.
- Capability for remote arming.
- Additional opto-isolated inputs.

Magnetic LaserDock PRO
- Simultaneous connection for electricity and compressed air in one docking station.
- Prevents dangerous vertical collisions.
- Fast attachment or removal of the laser head in seconds.
- Suitable for mounting heavy laser heads.
- Gold-plated, spring-loaded pins ensure protected and reliable connections.
- Position-locking capability for LaserDock.
- Hard anodized aluminum construction.

OptiShield - PLH3D Laser Engraver Safety Beam Cover
- Reduces emitted laser light reflection from the processed material.
- Ensures optimal cooling of the laser head.
- High Pressure Air Assist Nozzle.

Laser Safety Glasses
- Enhance your safety with our CE-rated 450 nm Laser Safety Glasses.
- Offer 50% Visible Light Transmission for clear visibility.
- High Optical Density (OD) rating of 7+ across the 190 nm to 540 nm range.
- Effectively reduce the potential harm from diffusely reflected laser radiation.
- Provide a significant layer of protection against blue laser exposure.

Mount and Height Reference Tool
- Height reference tool for quick and easy adjustment of the laser head's working distance.
- Sturdy aluminum mount for secure attachment of the laser head or docking station.
- All basic screws included.
- Avoid hidden costs.

Power Supply and Wiring
- All necessary wiring for seamless connectivity.
- Compatible with international outlets (US, AU, and Europe).
- High-quality and low-noise power supply.
- Designed to simplify setup and enhance user experience with the Opt Lasers Kit.
- Avoid hidden costs.

Laser Safety Window
- Ideal for CNC machine enclosures.
- Blocks deep ultraviolet, blue, and green light.
- Enhances the safety of the surroundings.
- Rated at OD 6+ over the range of 190 to 540 nm.
- Available in various sizes.

Showcase of CNC Machines Featuring PLH3D-XT8 45W Laser Head








Built-In Driver with Unmatched Performance - The Heart of The Laser Head
Opt Lasers leads in innovation by being the first to integrate a superfast laser diode driver directly into the cutting and engraving laser head. The built-in driver, the heart of the laser head, ensures enhanced protection for the laser diode. As a manufacturer of laser diode drivers, Opt Lasers has leveraged years of experience to create a highly efficient driver with low power consumption and minimal heat production. This makes using the cutting and engraving lasers at high speeds feasible, even for small details or tight radius turns, thanks to the driver's ability to process all necessary signals swiftly. Moreover, with a maximum driver current of 6A, operating it at 3-4A ensures longevity and reliability, providing an offset for extended driver life.
- Maximum output current capacity: 6 A
- Typical output current: 3-4 A
- Input voltage 24 V
- Integrated microcontroller for temp. measurement and soft start
- Thermal protection system: 45 °C
- Soft start for diode protection
- Electrostatic discharge (ESD) protection
- Reverse voltage protection
- Overcurrent protection
- Compact size and 90% efficiency
- CW Mode and Input Control Mode
- PWM/TTL input
- Status output (5V = OK) input
- Modulation bandwidth 0-30 kHz

Product Technical Specifications
| PLH3D-XT8 | |
|---|---|
| Maximum Optical Power | 45 W |
| Typical Spot Size (X × Y @ WD 21 mm) | ≈180 × 180 μm |
| Dimensions of Laser Head (L x W x H) | 76 x 89 x 194 mm (3 x 3,5 x 7,64 in.) |
| Weight of Laser Head, Typ. | 1050g (2.31 lb.) With LaserDock: 1230g (2.71 lb.) |
| Flow Rate of Fan | 92 m3/h (53 CFM) |
| Fan Noise | 58 dBA |
| Mounting Hole Pattern | 5x 4 holes, 24 x 15 mm (0.94 x 0.59 in.) |
| Mounting Hole Type | M3 x 0.5 x 3 mm |
| Max. Ambient Temperature | 40°C (104°F) |
| Modulation Input | PWM/TTL, 0 – 24 V |
| Recommended PWM Base Frequency | 1 – 10 kHz |
| Max. Modulation Bandwidth | 30 kHz |
| Modulation Input Impedance | >1 kΩ |
| Power Supply Unit Voltage | 24 V |
| 24 V PSU Min. Current | 8 A |
| Maximum Power Consumption | 170 W |
Example Cutting and Engraving Speeds with PLH3D-XT8
| Material | Operation Type | Thickness | Speed | Laser Power | Passes |
|---|---|---|---|---|---|
| Wood | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Engraving | N/A | 70 mm/s (165 inch/min) | 20% | 1 | |
| Plywood | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Cutting | 3 mm (0.118") | 22.5 mm/s (53.1 inch/min) | 100% | 1 | |
| Cutting | 4 mm (0.157") | 12 mm/s (28 inch/min) | 100% | 1 | |
| Cutting | 6 mm (0.236") | 6 mm/s (14 inch/min) | 100% | 1 | |
| Cutting | 10 mm (0.394") | 3 mm/s (7 inch/min) | 100% | 1 | |
| High-Density Fiberboard (HDF) | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Cutting | 3 mm (0.118") | 12 mm/s (28 inch/min) | 100% | 1 | |
| Medium-Density Fiberboard (MDF) | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Cutting | 7.5 mm (0.295") | 4 mm/s (9.4 inch/min) | 100% | 1 | |
| Balsa | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Cutting | 12 mm (0.472") | 40 mm/s (94 inch/min) | 100% | 2 | |
| Pinewood | Engraving | N/A | 350 mm/s (827 inch/min) | 100% | 1 |
| Cutting | 15 mm (0.591") | 3 mm/s (7 inch/min) | 100% | 1 | |
| Veg-Tan Top-Grain Pigskin Leather | Engraving | N/A | 3000 mm/s (7090 inch/min) | 100% | 1 |
| Engraving | N/A | 60 mm/s (142 inch/min) | 2% | 1 | |
| Cutting | 2 mm (0.079") | 50 mm/s (118 inch/min) | 100% | 1 | |
| Hard Veg-Tan Full-Grain Cowhide Leather | Engraving | N/A | 3000 mm/s (7090 inch/min) | 100% | 1 |
| Engraving | N/A | 60 mm/s (142 inch/min) | 2% | 1 | |
| Cutting | 4 mm (0.157") | 18 mm/s (42.5 inch/min) | 100% | 1 | |
| PU (Polyurethane) Faux Leather | Cutting | 2 mm (0.079") | 50 mm/s (118 inch/min) | 100% | 1 |
| White Marble | (Deep) Engraving | N/A | 52 mm/s (120 inch/min) | 100% | 1 |
| Slate | Engraving | N/A | 140 mm/s (330 inch/min) | 100% | 1 |
| Black Acrylic | Cutting | 2 mm (0.079") | 7 mm/s (17 inch/min) | 100% | 1 |
| Cutting | 5 mm (0.197") | 6 mm/s (14 inch/min) | 100% | 3 | |
| Cutting | 10 mm (0.394") | 6 mm/s (14 inch/min) | 100% | 4 | |
| Orange Transparent Acrylic | Engraving | N/A | 220 mm/s (520 inch/min) | 5% | 1 |
| Red Acrylic | Cutting | 2 mm (0.079") | 4.2 mm/s (9.9 inch/min) | 100% | 1 |
| Green Acrylic | Cutting | 2 mm (0.079") | 2.8 mm/s (6.6 inch/min) | 100% | 1 |
| Cotton | Engraving | N/A | 180 mm/s (425 inch/min) | 15% | 1 |
| Jeans | Cutting | 0.5 mm (0.0197") | 255 mm/s (602 inch/min) | 100% | 1 |
| High-Density Reinforced Nylon | Cutting | 3.6 mm (0.142") | 6 mm/s (14.2 inch/min) | 100% | 1 |
| White Polyester | Cutting | 0.2 mm (0.00787") | 60 mm/s (142 inch/min) | 100% | 1 |
| White High-Density Polyester | Cutting | 0.4 mm (0.0157") | 25 mm/s (59 inch/min) | 100% | 1 |
| Cordura | Cutting | 0.35 mm (0.0138") | 150 mm/s (354 inch/min) | 100% | 1 |
| Cutting | 0.5 mm (0.0197") | 95 mm/s (224 inch/min) | 100% | 1 | |
| Felt | Cutting | 4 mm (0.1575") | 70 mm/s (165 inch/min) | 100% | 1 |
| Polyfoam | Cutting | 40 mm (1.575") | 5 mm/s (12 inch/min) | 100% | 1 |
| Cutting | 40 mm (1.575") | 15 mm/s (35 inch/min) | 100% | 3 | |
| EVA Foam | Cutting | 3 mm (0.118") | 140 mm/s (331 inch/min) | 100% | 1 |
| Cutting | 5 mm (0.197") | 85 mm/s (201 inch/min) | 100% | 1 | |
| Polyurethane (PU) Foam | Cutting | 10 mm (0.394") | 88.5 mm/s (209 inch/min) | 100% | 1 |
| Carbon Fiber | Cutting | 0.5 mm (0.0197") | 15 mm/s (35.4 inch/min) | 100% | 1 |
| Glass Fiber | Cutting | 0.7 mm (0.0276") | 5 mm/s (11.8 inch/min) | 100% | 1 |
| Stainless Steel | (Deep) Engraving | N/A | 70 mm/s (165 inch/min) | 25% | 1 |
| (Deep) Engraving | N/A | 280 mm/s (661 inch/min) | 100% | 1 | |
| Marking | N/A | 865 mm/s (2040 inch/min) | 100% | 1 | |
| Tool Steel | (Deep) Engraving | N/A | 70 mm/s (165 inch/min) | 25% | 1 |
| (Deep) Engraving | N/A | 280 mm/s (661 inch/min) | 100% | 1 | |
| Marking | N/A | 865 mm/s (2040 inch/min) | 100% | 1 |
Reviews
couldn’t ask for a better tool
This laser is a perfect addition to my CNC machine! The precision when engraving wood is fantastic. Easy to set up and even easier to use!
precision and power you can trust
I’ve been using it on wood
the control is incredible
The amount of control I have with this laser is amazing. It’s easy to work with
the smoothest leather cuts ever
I’ve been using this laser cutter to make custom leather projects, and the cuts are incredibly smooth. So glad I invested in this tool! :)
ideal for beginners and pros alike
As a beginner, I was worried, but this blue laser was super easy to install and use. Now I feel like a pro working on my CNC machine.
just what I needed for my business
I needed a reliable laser for my CNC machine, and this one has been perfect
exceeded my every expectation
laser for my CNC has been a pleasant surprise
unbeatable for the price!
For the price, this laser cutter delivers better performance than I expected. Works flawlessly on wood and leather – perfect for my needs.
versatile and reliable in my shop
I’ve used this laser on leather, wood, and ceramic tiles. It’s performed flawlessly every time, making it a versatile tool in my workshop.
- 1 out of 1 people found this review useful.
my go-to laser for custom projects
I’ve been working with this XT8 laser on various custom CNC projects, and it hasn’t let me down once. Great for both engraving and cutting!
clean and fast cuts every time
Whether I’m working with leather or wood, this laser cuts fast and leaves the edges clean. It’s become an essential part of my workshop!
power and precision in one package
The combination of power and precision in this blue laser is fantastic. Whether I’m cutting wood or engraving, it handles everything flawlessly.
amazing details on ceramic tiles
wasn’t sure how it would handle engraving ceramic tiles, but this laser for my CNC blew me away with the precision and detail.
Amazing
Opt Lasers XT8 on X-Carve is a huge upgrade from Xtool P2.
quick setup, impressive results!
It took me under an hour to get this laser working on my CNC machine. The results on engraving wood were better than I could have hoped for.
Highly satisfied!
Works incredibly well with my X-Carve Pro.
great to go with
Based on my experience with various laser engraver providers, Opt Lasers set the standard for laser technology with their cutting-edge products.
great deall
This laser cutter is a fantastic addition to my X-Carve.
Higher performance than anything
Opt Lasers XT8 is a more cost-effective solution with higher performance than anything I purchased from Jtech Photonics.
- 1 out of 1 people found this review useful.
Very satisfied with this purchase.
Fantastic results on my X-Carve.
ok
A definite power up when it comes to engraving capabilities, both when it comes to detail and larger parts, where the laser performs admirably
- 2 out of 2 people found this review useful.
stainless steel
i got even higher speed than in chart! awesome!
happy owner of XT8
I mainly work with parts for bars, like beer pouring handles or seats, and laser engrave the lettering or design as they order. It comes very easily and is precise
Good job OPT!
Great work ! Love it
- 1 out of 1 people found this review useful.
ok
чудесно за детайли и за по-големи компоненти
likee it
It is not that heavy like I thinking - great power
- 0 out of 1 people found this review useful.
The PLH3D-XT8 brings now possibilities to light
I have had many diode lasers, but this one truely is a leap forward. The combination of increased power, and increased focal length really allows deep cutting and engraving that can replace a spindle in many cases, as well as allows marking on uneven surfaces due to reduced sensitivity in focus.
- 1 out of 1 people found this review useful.
Very easy to use
I sincerely recommend
The best laser on the market
Top quality
professionele
Snelle levering en professionele service
fast and powerfull
PLH3D-XT8 allows my creativity to exploode ha!
shipping
was fast delivered, i got updated by email
truly amazing
The detailed work I can now achieve with this laser head is phenomenal. Truly a cut above the rest.
Su precisión inigualable
Con años de experiencia a mis espaldas, es raro encontrar una herramienta que cambie mi forma de trabajar. La PLH3D-XT8 lo ha conseguido.
cutting plexi
I am most happy for cutting plexi - now it's a real process not like with cheap lasers from china