

1 x Głowica laserowa do grawerowania PLH3D-15W
Specyfikacje: Moc optyczna 15W, plamka HD 125DPI 180um, maksymalna grubość cięcia drewna 6mm (¼")
Najlepsza do: Szybkie cięcie i grawerowanie
Brak produktów
Ilość:
Razem:
Suma produktów: (cena netto)
Łączny koszt wysyłki: Do ustalenia
Razem: (cena netto)





Product Retirement [limited stock]
Universal PLH3D-15W Laser Upgrade Kit
Specs: 15W Optical Power, HD 125DPI 180um spot, max wood cutting thickness 6mm ( ¼” )
Best For: High Speed Cutting and Engraving
Includes: Parts mentioned below
Mount: Add right one from Mount category
|
|

|
|
|
|

|
Niebieskie Okno Ochronne Lasera |
|
|

|
LaserDock PRO - Tylko część boczna lasera |
|
|

|
Zestaw naklejek laserowych CNC |
Specyfikacje: Moc optyczna 15W, plamka HD 125DPI 180um, maksymalna grubość cięcia drewna 6mm (¼")
Najlepsza do: Szybkie cięcie i grawerowanie

Zapewnia komunikację między maszynami CNC a głowicami laserowymi.
Zapewnia dodatkową warstwę bezpieczeństwa dla użytkowników i głowic laserowych.

✔ Okulary ochronne do laserów o gęstości optycznej OD 7+ w zakresie 190–540 nm.
✔ Zmniejszają ryzyko przenikania światła odbitego do oczu użytkownika podczas pracy z laserem.

Jest to zasilacz biurkowy do adaptera PLH3D-CNC z wtyczkami UE, USA i UK.

Zestaw naklejek laserowych CNC.
Dołączony do każdego zestawu laserowego Opt Lasers.
| Ilość | Cena | Rabat | Oszczędzasz |
|---|---|---|---|
| 2 | $649.00 | $750.00 | Do $1,500.00 |
| 3 | $549.00 | $850.00 | Do $2,550.00 |
Grawerowanie niebieskim laserem pozwala uzyskać szczegółowy wzór z zaokrąglonymi krawędziami, a także przyciemnić kolor drewna. Grawerowanie laserowe może być używane do grawerowania logo lub zdjęć, czego nie można zrobić za pomocą frezów. Za pomocą PLH3D-15W można grawerować laserowo drewno i materiały drewnopochodne, w tym korek, płytę wiórową, płytę wiórową, olchę, wiśnię, klon, MDF, drewno basowe, balsę, forniry, płyty pilśniowe o średniej gęstości i płyty pilśniowe o dużej gęstości. W przypadku tych zastosowań szybkość ma kluczowe znaczenie. PLH3D-15W może zapewnić, że Twoja firma lub domowy warsztat będzie wyprzedzać konkurencję. Wysoki poziom pochłanianej mocy optycznej umożliwia grawerowanie sklejki z prędkością 100 mm/s.
/PLH3D-15W-Wood_fin.jpg)
/PLH3D-15W-Wood-1_fin.jpg)
Kolejnym ekscytującym zastosowaniem PLH3D-15W jest kaletnictwo. Można grawerować i ciąć laserowo skórę licową, skórę pełnoziarnistą, korygowaną skórę licową i skórę klejoną. Ta głowica laserowa o mocy 15 W może ciąć skórę o grubości 1,3 mm przy pojedynczym przejściu z prędkością 21 mm/s (co odpowiada 75 m na godzinę lub 1,8 km (1,1 mili) na 24-godzinny dzień pracy maszyny laserowej). Odbywa się to bez zwęglania krawędzi. Może grawerować skórę z prędkością >100 mm/s przy 40% mocy.
/PLH3D-15W-Leather-3_fin.jpg "PLH3D-15W Leather Cutting and Engraving")
/PLH3D-15W-Leather-4_fin.jpg "PLH3D-15W Leather Cutting and Engraving")
Wysoka absorpcja niebieskiego światła laserowego dla wielu materiałów umożliwia szybkie cięcie bez uszkadzania warstw ochronnych stosowanych w cięciu tekstyliów. Cięcie i grawerowanie niebieskim laserem nadaje się do różnych rodzajów tekstyliów, w tym Cordury™, Alcantary, filcu, nylonu 1080 den, dżinsu, bawełny o krótkich włóknach, wełny, tartanu, polaru, białego poliestru, softshellu, jedwabiu, koronki i lnu. Wysoka gęstość mocy umożliwia cięcie laserowe tekstyliów z przędzy wzmocnionej włóknem węglowym i nylonem, a także białych tekstyliów. Wiele wytrzymałych materiałów stosowanych w produkcji namiotów, latawców i toreb można ciąć z prędkością 60 mm/s.
/PLH3D-15W-Textile-1_fin.jpg "PLH3D-15W Fabric Cutting and Engraving")
/PLH3D-15W-White-Textile-3_fin.jpg "PLH3D-15W Fabric Cutting and Engraving")
PLH3D-15W sprawdza się również w grawerowaniu stopów stali nierdzewnej. Na przykładzie zdjęcia z nożem, grawerowaliśmy go z prędkością 6 mm/s. Niebieska głowica lasera o mocy 15 W może znakować stal nierdzewną z prędkością 33 mm/s.
/PLH3D-15W-Knife_fin.jpg)
/PLH3D-15W-Engraving-Under-Microscope_fino.jpg "PLH3D-15W Metal Engraving Under Microscope")
Za pomocą niebieskiego lasera o mocy 6 W nie można grawerować stali narzędziowej i gatunków stali o wysokiej zawartości węgla. Nasze testy wykazały jednak, że głowica niebieskiego lasera o mocy 15 W może grawerować stal szybkotnącą, a także stal miękką. W rzeczywistości kontrast i precyzja umożliwiają grawerowanie działającego kodu QR.
/PLH3D-15W-Tools-Steel-1_fin.jpg "PLH3D-15W Metal Engraving")
/PLH3D-15W-Tools-Steel-2_fin.jpg "PLH3D-15W Tools Steel Engraving")
Innym zastosowaniem PLH3D-15W jest cięcie i grawerowanie polimerów syntetycznych. Za pomocą lasera można ciąć i grawerować tworzywa sztuczne, takie jak poliwęglan, tworzywo ABS, acetal, nylon, akryl, PLA, poliwęglan, poliestry, polimery plastikowe o mikrostrukturze, poliuretan, polietyleny, fluoropolimery, PEI, polipropylen, włókna wulkanizowane, PEEK, poliimidy, tworzywa Rowmark®, PPO, polistyren i folie VCF. Na przykład nasze testy wykazały, że niebieski laser o mocy 15 W może ciąć kolorowe PMMA w jednym przejściu z prędkością 2,5 mm/s.
/PLH3D-15W-Laser-Acrylic-Cutting_fin.jpg "PLH3D-15W Synthetic Material Cutting")
/PLH3D-15W-Red-Plexi_fin.jpg "PLH3D-15W Synthetic Material Cutting")
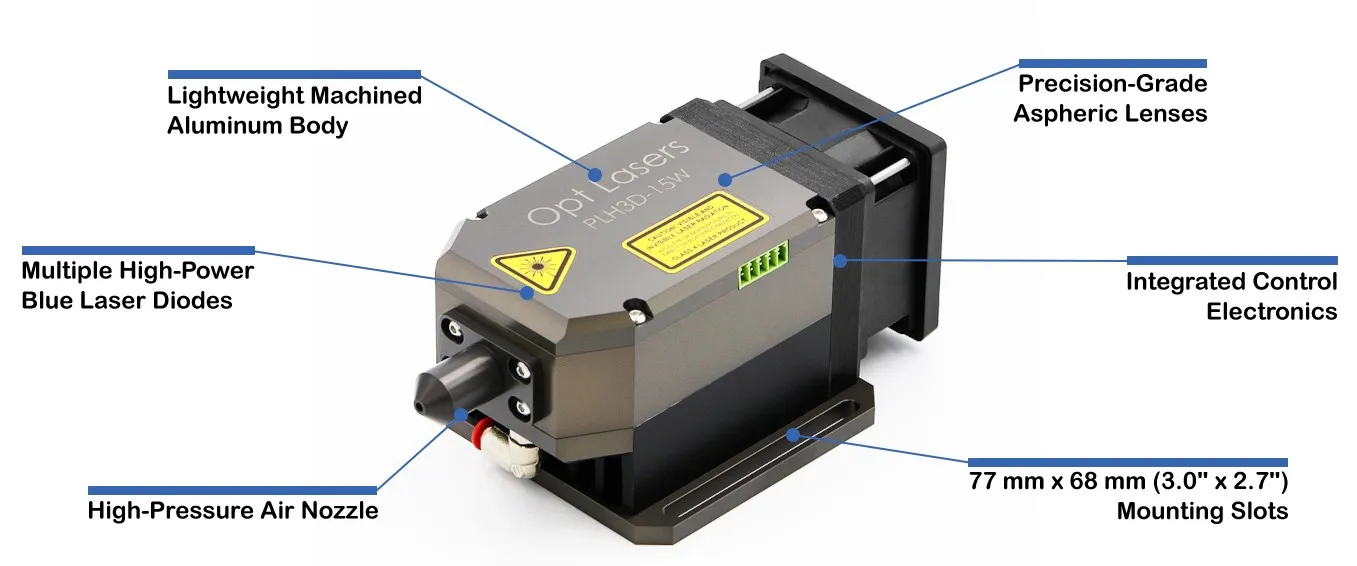
Wykorzystuje wiele niebieskich diod laserowych o dużej mocy do skalowania mocy optycznej.
Dzięki wysokociśnieniowej dyszy powietrznej można czyścić obiektyw 10 razy rzadziej. Powietrze pod ciśnieniem przyspiesza również proces cięcia i grawerowania, usuwając dym i zapobiegając nadmiernemu gromadzeniu się brudu na soczewce. Ponadto ukierunkowany strumień powietrza chłodzi miejsce pracy, co skutkuje brakiem defektów i jednolitym kontrastem grawerowania.


Dostępny z dwiema dyszami o różnej długości do cięcia cienkich i grubych materiałów


W przeciwieństwie do światła podczerwonego, światło niebieskie jest łatwiej absorbowane przez wiele materiałów przemysłowych. Przekłada się to bezpośrednio na szereg korzyści, w tym mniejsze zużycie energii i bardziej kompaktowe odprowadzanie ciepła.
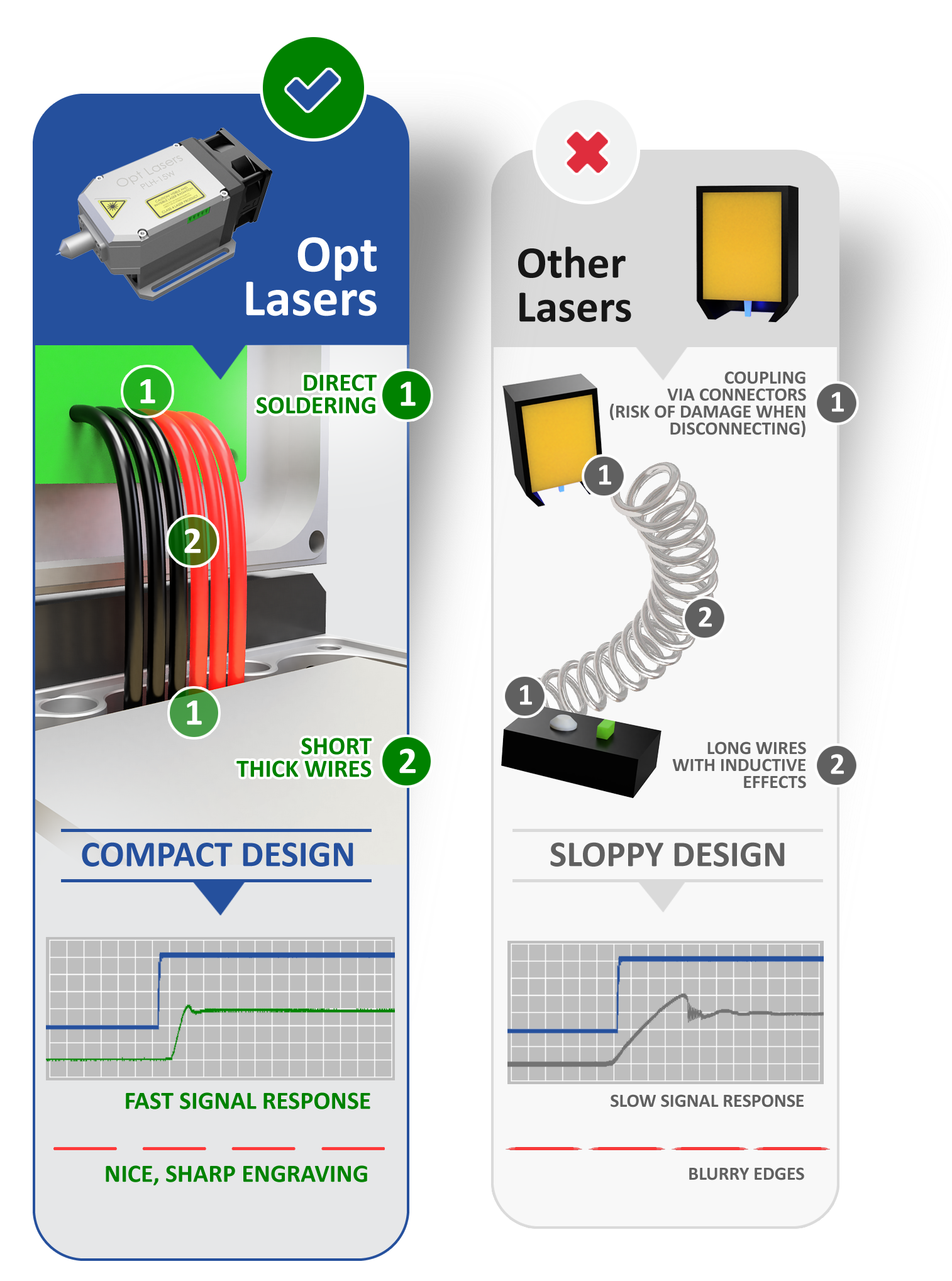
W wielu głowicach laserowych, w których dioda jest połączona ze sterownikiem diody za pomocą długiego przewodu, sprzężenie odbywa się za pomocą złączy. Długie przewody charakteryzują się znacznymi efektami indukcyjnymi. Skutkuje to opóźnieniami reakcji diody w stosunku do sterownika diody, a także rozmyciem linii. Złącza są bardziej podatne na rozłączenia niż połączenia wykonywane poprzez bezpośrednie lutowanie. Rozłączenie podczas obróbki laserowej może spowodować uszkodzenie głowicy lasera.
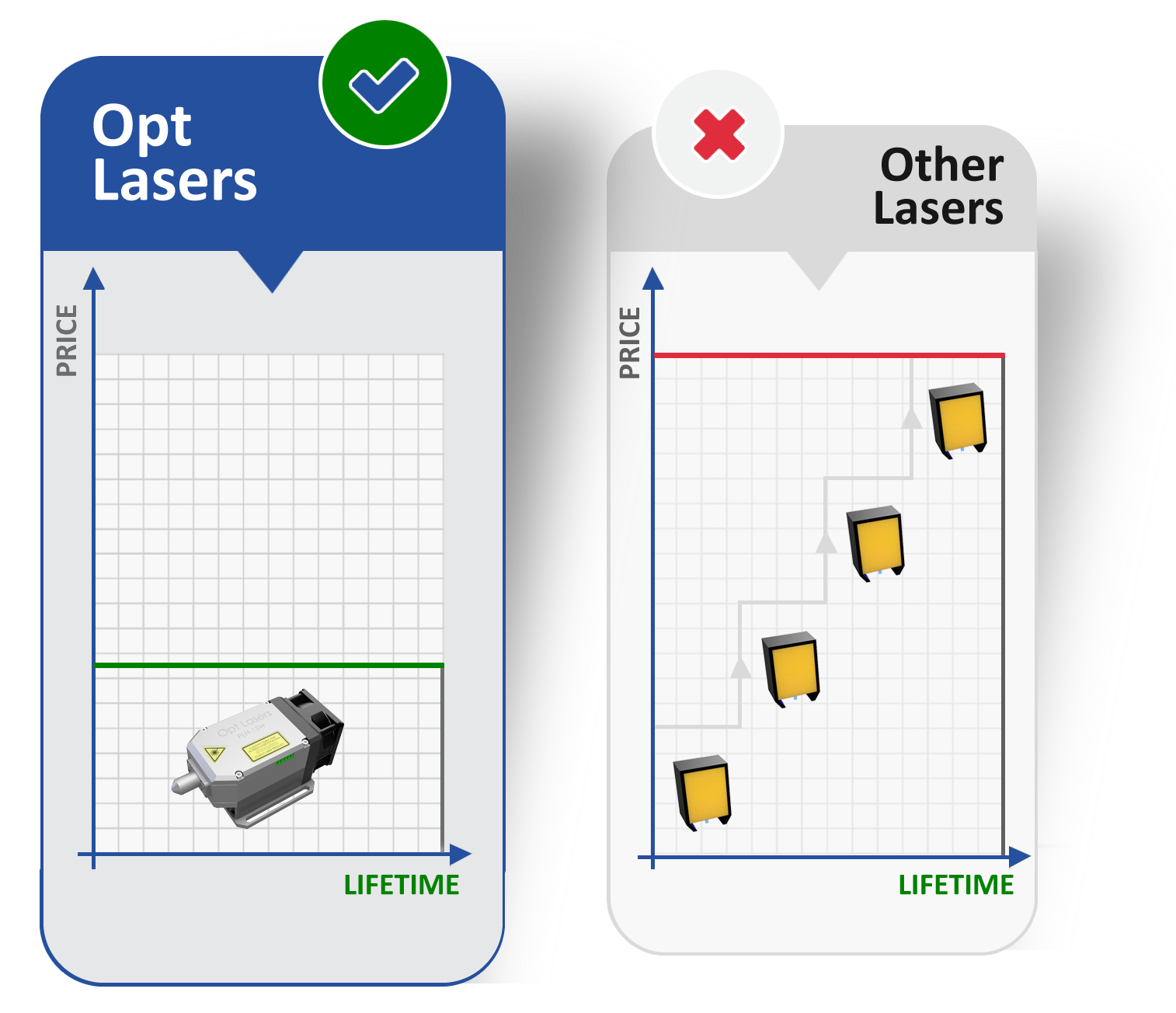
Głowice laserowe Opt Lasers to obrabiarki CNC klasy przemysłowej. Części mechaniczne są wykonane z obrabianego aluminium. Nasze produkty zostały zaprojektowane z myślą o optymalizacji chłodzenia. Inwestowanie w sprzęt najwyższej jakości zapewnia najlepszą wydajność i cenę.
Każdy moduł laserowy zawiera cztery precyzyjnie uformowane soczewki, z których każda jest praktycznie wolna od niedoskonałości. W połączeniu z napylaną próżniowo wielowarstwową powłoką antyrefleksyjną, konstrukcja ta zapewnia doskonałą wydajność optyczną i spektakularną gęstość mocy 1,5 MW/cm².
System optyczny łączy wiązki z wielu diod laserowych o dużej mocy i skupia je w wąskim punkcie. Skutkuje to wysoką gęstością mocy, zapewniając wszechstronność grawerowania różnych materiałów, w tym stali nierdzewnej, stali narzędziowej i tytanu.
Lekka, aluminiowa obudowa sprawia, że laser waży mniej niż 800 g. Ponieważ typowe wrzeciono CNC waży około 1,8 kg, maszyny CNC mogą go obsługiwać bez wysiłku.
Może być skonfigurowany na prawie każdej maszynie CNC, ponieważ akceptuje zarówno analogowe, jak i PWM sygnały CNC.
Brak czasu nagrzewania
| Pozycja | Typowa wartość | Uwagi |
|---|---|---|
| Moc optyczna | 15 W | T-ambient = 25°C |
| Środkowa długość fali | 445 nm | |
| Odległość robocza | 4 mm (0,157") | Odległość od końcówki dyszy powietrznej |
| Szerokość plamki wiązki | <180 m="" 0="" 007="" td=""> | |
| Wymiary | 167 x 70 x 87 mm | Dł. x wys. x szer., z zamontowaną dyszą |
| Rozstaw otworów montażowych | 77 x 68 mm | Zalecane M3 (#4-40) lub M4 (#8-32) |
| Waga | 790 g (27,8 uncji) | |
| Napięcie zasilacza | 22-24 VDC | |
| Pobór mocy | <85 w="" span=""> | |
| Wejście modulacji 1 | 0-5 V | Analogowe / PWM / TTL |
| Wejście modulacji 2 | 0-3 V, 0-5 V, 0-10 V, 0-24 V | PWM / TTL |
| Maks. Mod. Szerokość pasma | 30 kHz | Zalecane 5-10 kHz |
| Temperatura pracy | 10 - 45°C (50 - 113°F) | |
| Standardowy rozmiar węża dyszy powietrznej | 4 mm (5/32") | |
| Maks. Ciśnienie powietrza | bar (72 PSI) |
/Video/PLH3D-15W-Tools-Steel-2_min.jpg)
/Video/PLH3D-15W-Engraving-Rock-2_min.jpg)
/Video/PLH3D-15W-Engraving-MDF-3_min.jpg)
/Video/PLH3D-15W-Cutting-MDF-1_min.jpg)
/Video/PLH3D-15W-Cutting-MDF-2_min.jpg)
/Video/PLH3D-15W-Leather-Engraving-3_min.jpg)
/Video/PLH3D-15W-Engraving-Cotton-Fabric_min.jpg)
/Video/PLH3D-15W-Cutting-Polyester_min.jpg)
/Video/PLH3D-15W-Stainless-Steel-Video_min.jpg)
/Video/PLH3D-15W-Black-PMMA-Video_min.jpg)
/Video/PLH3D-15W-Red-PMMA-Video_1_min.jpg)
/Video/PLH3D-15W-Tools-Steel-Video-1_min.jpg)
/Video/PLH3D-15W-Orange-PMMA-Video-1_min.jpg)
/Video/PLH3D-15W-Leather-1-Video_min.jpg)
/Video/PLH3D-15W-Green-PMMA-2_min.jpg)
/Video/PLH3D-15W-Plywood-Cutting_min.jpg)
| Materiał | Rodzaj operacji | Grubość | Prędkość | Przejścia |
|---|---|---|---|---|
| Sklejka | Cięcie | 3 mm (0,118") | 6 mm/s | 1 |
| Cięcie | 3 mm (0,118") | 16 mm/s | 4 | |
| Cięcie | 6 mm (0,236") | 7 mm/s | 4 | |
| MDF | Cięcie | 3 mm (0,118") | 17 mm/s | 4 |
| Cięcie | 6 mm (0,236") | 7 mm/s | 4 | |
| Biała Cordura | Cięcie | 0,2 mm (0,008") | 5 mm/s | 1 |
| Cięcie | 0,2 mm (0,008") | 20 mm/s | 3 | |
| Skóra naturalna | Cięcie | 1,5 mm (0,059") | 9 mm/s | 1 |
| Cięcie | 1,5 mm (0,059") | 30 mm/s | 4 | |
| Czarny PMMA (Plexi) | Cięcie | 3,6 mm (0,142") | 2,5 mm/s | 1 |
| Cięcie | 3,6 mm (0,142") | 12 mm/s | 4 | |
| Stal nierdzewna | Znakowanie | NIE DOTYCZY | 33 mm/s | 1 |
| Grawerowanie | NIE DOTYCZY | 6 mm/s | 1 | |
| Stal węglowa | Znakowanie | NIE DOTYCZY | 33 mm/s | 1 |
| Grawerowanie | NIE DOTYCZY | 6 mm/s | 1 |
Każda sprężarka będzie odpowiednia do dostarczania powietrza do wysokociśnieniowej dyszy wspomagania powietrzem. Ponieważ jednak odpowiednie natężenie przepływu należy określić doświadczalnie (dla każdego rodzaju przetwarzanego materiału), pożądane wyniki mogą nie zostać osiągnięte przy użyciu małych sprężarek. Im większa pojemność zbiornika i wydajność sprężarki, tym większy przepływ powietrza może przepływać przez dyszę. Praca jest też bardziej komfortowa przy lepszych kompresorach (dzięki czemu kompresor nie będzie włączał się zbyt często w celu uzupełnienia zbiornika).Zalecamy kompresor o realnym przepływie powietrza 10-12 l/min i pojemności zbiornika co najmniej 50 litrów. Jednak nic nie stoi na przeszkodzie, aby wypróbować mniejszą sprężarkę. W rzeczywistości wielu naszych klientów korzysta z małych sprężarek o pojemności zbiornika 5 litrów, które są dostępne na Amazon za około 50 USD.
Z naszego doświadczenia wynika, że rzeczywista wartość przepływu powietrza na poziomie 10-15 l/min stanowi górną granicę i jest całkowicie wystarczająca dla większości materiałów. Nie zalecamy przekraczania 15-20 l/min. Powyżej 20 l/min prędkość cięcia laserowego wszystkich materiałów spada. Jako punkt wyjścia zalecamy rzeczywistą wartość przepływu powietrza na poziomie 10 l/min. Następnie można eksperymentować z nieco wyższym natężeniem przepływu powietrza, ponieważ optymalna wartość przepływu powietrza różni się w zależności od materiału.
Ogólnie rzecz biorąc, w przypadku cięcia laserowego optymalna wartość rzeczywistego przepływu powietrza wynosi zazwyczaj 10-15 l/min.
W przypadku grawerowania laserowego zalecamy wartości przepływu powietrza 1-3 l/min.
Stół CNC o strukturze plastra miodu to doskonałe narzędzie do cięcia i grawerowania laserowego. Jego unikalna konstrukcja obejmuje siatkę o strukturze plastra miodu, która podtrzymuje materiały podczas procesu cięcia i grawerowania, zapewniając precyzyjne i dokładne wyniki za każdym razem. Stół CNC o strukturze plastra miodu to idealne rozwiązanie dla każdego, kto chce przenieść cięcie i grawerowanie laserowe na wyższy poziom. Odpowiedni typ i rozmiar można znaleźć na Amazon nawet za ~~ 40-100 USD.
Zachęcamy do kontaktu w przypadku dalszych pytań.
18-03-2024
delivert
I had to say that I got it very fast, all status was sent to my email so I had nothing to worry about!
21-02-2024
Very good product
Sono stato in grado di incidere il legno e di tagliare il legno sottile il primo giorno dopo averla tolta dalla scatola, con qualche piccolo accorgimento con il software Lightburn. Ho già realizzato fiaschette, taglieri, bicchieri e alcune insegne. È molto facile da usare e non ci sono stati problemi dopo circa un mese di laseraggio piuttosto intenso.
26-09-2023
Great 15W laser
I had a great experience with this laser, and the company. It worked exactly as intended etching a great looking line on a stainless steel surface. I ran into an issue after quite a few hours of lasing - and they helped me solve the issue and got me back on track! Thanks.