X-Carve CNC-Anleitung - X-Carve Laser Setup
Stückliste
Folgendes benötigen Sie, um Ihren X-Carve mit dem PLH3D 6W Lasergravurkopf von Opt Lasers aufzurüsten:

Von links:
- 12 V, 3 A Netzteil
- PLH3D-Düse & Æ43 mm Spannzangenadapter mit Schrauben (optional)
- Der PLH3D Gravurlaserkopf
- Zusätzlicher 400–700 nm Kollimator
Bitte beachten Sie, dass der Inhalt des Kits von der dargestellten Abbildung abweichen kann. Die aktuellen Bestandteile des X-Carve Laser-Sets entnehmen Sie bitte der Produktseite.
Zusätzlich zum Kit von Optlasers.com benötigen Sie ein handelsübliches 3-adriges Netzkabel mit Stecker für das Netzteil und 2,4 m (95") 4-adriges Kabel mit 0,5 mm² (20 AWG), um die Stromversorgung und Steuersignale vom Netzteil und X-Controller zum Laserkopf zu führen:
Erste Schritte
Wir empfehlen, die X-Carve-Spindel auszutauschen und für Lasergravurarbeiten durch einen Laser zu ersetzen. Dies ist sehr einfach und in kürzester Zeit erledigt. So minimieren Sie das Risiko, dass Staub während Fräsarbeiten mit der Spindel in den Laserkopf und die Optik gelangt, wenn der Laserkopf neben der Spindel montiert ist. Es ist selbstverständlich möglich, den Laserkopf direkt an der Z-Achse zu montieren, dies wird jedoch nicht empfohlen.
Bevor die Verdrahtung erfolgt, kann eine eigene Laserkopfhalterung mit dem X-Carve gefertigt werden:
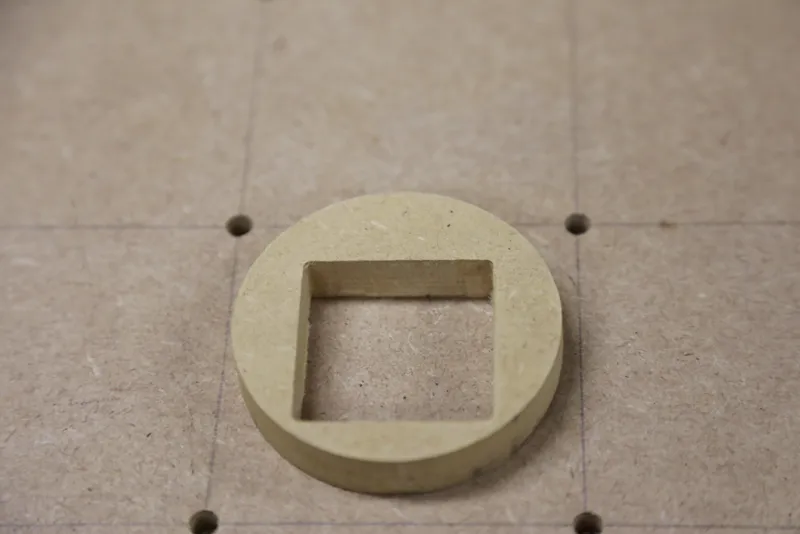
Der Außendurchmesser der Halterung beträgt 68 mm (entspricht der DeWalt 611 oder D26200 Spindel)
Das innenliegende Quadrat misst 40,1 mm x 40,1 mm und ist um 5 mm außermittig positioniert, um Platz für eine Aluminiumschutzkappe am Laserkopf zu schaffen. Diese schützt den direkt auf dem Laserkopf montierten Lasertreiber.
Das Easel-Projekt für diese Halterung finden Sie hier:
http://easel.inventables.com/projects/187_79JZ3KFSCd5ZsAub4A
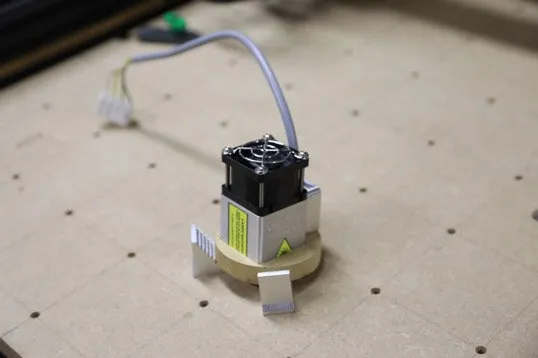
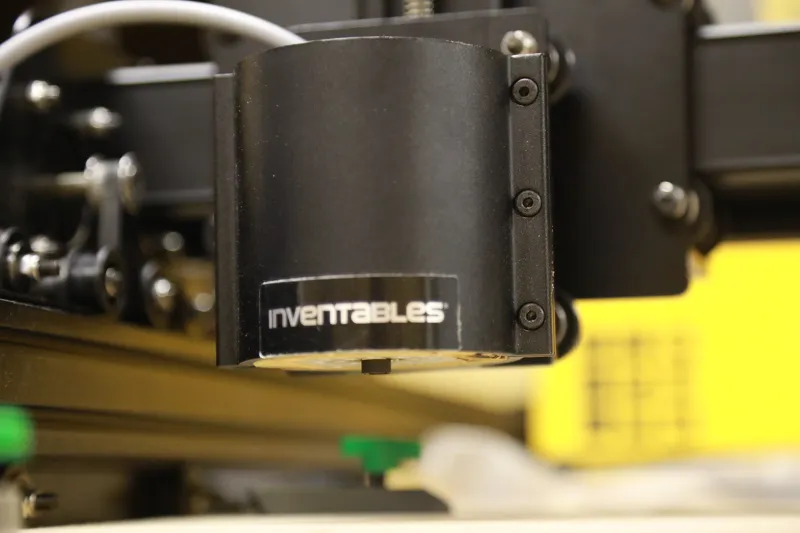
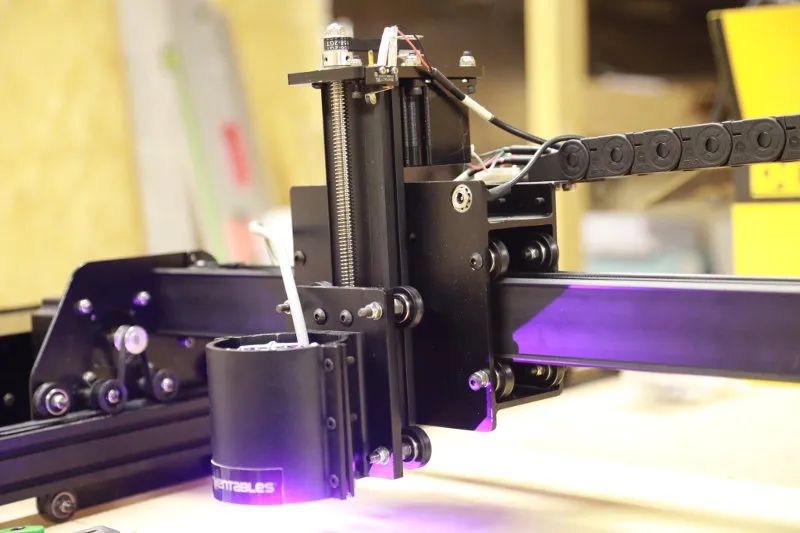
So sieht der Laserkopf mit montierter Halterung aus:
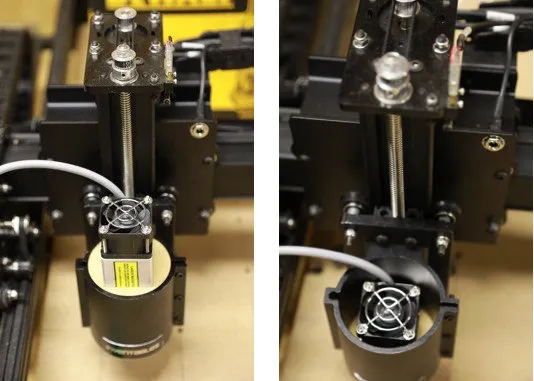
Um den Laserkopf im Spannzangenhalter zu montieren, lösen Sie die drei Spindelklemmenschrauben und entnehmen Sie die Spindel. Setzen Sie die Laserhalterung in den Spindelhalter ein, drücken Sie sie ganz nach unten, und ziehen Sie die Klemmschrauben wieder fest. Setzen Sie anschließend den Laserkopf in die Halterung ein. Die Halterung ist so konzipiert, dass sie passgenau zum Laserkopf sitzt – die Öffnung ist nur 0,1 mm größer als der Laserkopf selbst. Nach der Montage sollte es wie folgt aussehen:
Verdrahtung
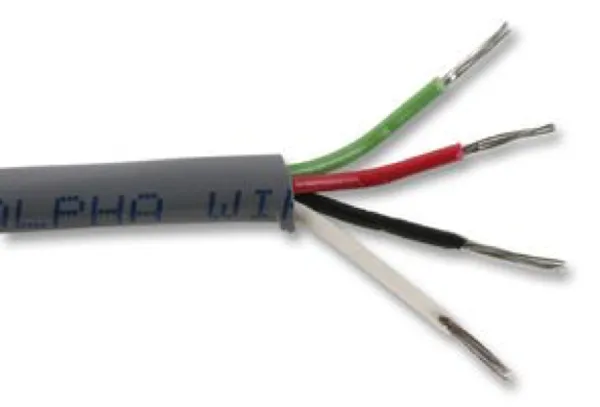
Führen Sie das 4-adrige Kabel durch die Energiekette und verbinden Sie es mit dem Laserkopf über die mitgelieferte Anschlussklemme:
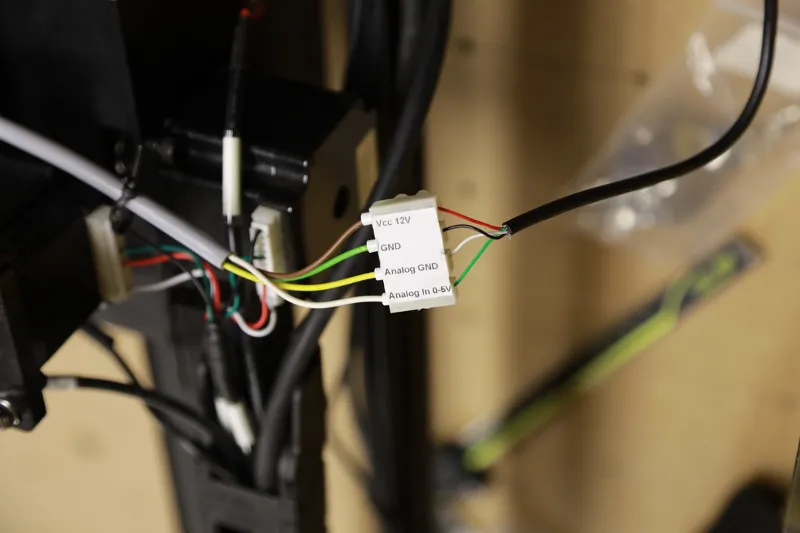
Auf dem Foto führen die roten und schwarzen Leiter zum Netzteil. Die grünen und weißen Leiter gehen zum X-Controller.
Empfohlene Verdrahtung:
|
Laserkopf |
4-adriges Kabel |
|
Braun (12 V) |
Rot |
|
Grün (Masse) |
Schwarz |
|
Gelb (Analog/PWM Masse) |
Weiß |
|
Weiß (Analog/PWM In) |
Grün |
Schließen Sie das Netzteil an. Zuerst das Netzkabel: Braun an L, Blau an N, gelb/grün an Schutzleiter. Anschließend den roten Leiter des 4-adrigen Kabels an den V+ Anschluss sowie den schwarzen Leiter an V- anschließen. So sollte es aussehen:

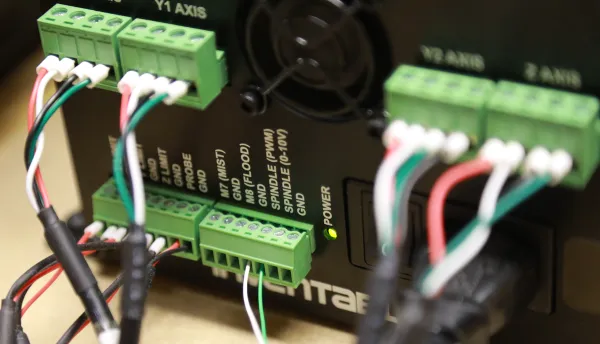
Verbinden Sie den grünen und weißen Leiter des 4-adrigen Kabels mit dem X-Controller. Der grüne Leiter wird am Spindle (PWM) angeschlossen, der weiße an GND:
PLH3D-Düse & 43 mm Spannzangenadapter
Es wird empfohlen, beim Schneiden mit dem PLH3D-Laserkopf eine zusätzliche Düse zu verwenden. Die Düse lenkt den Luftstrom optimal, besonders wenn der Laserkopf mehr als 50 mm von der Materialoberfläche entfernt positioniert ist. Hier sehen Sie die Düse:
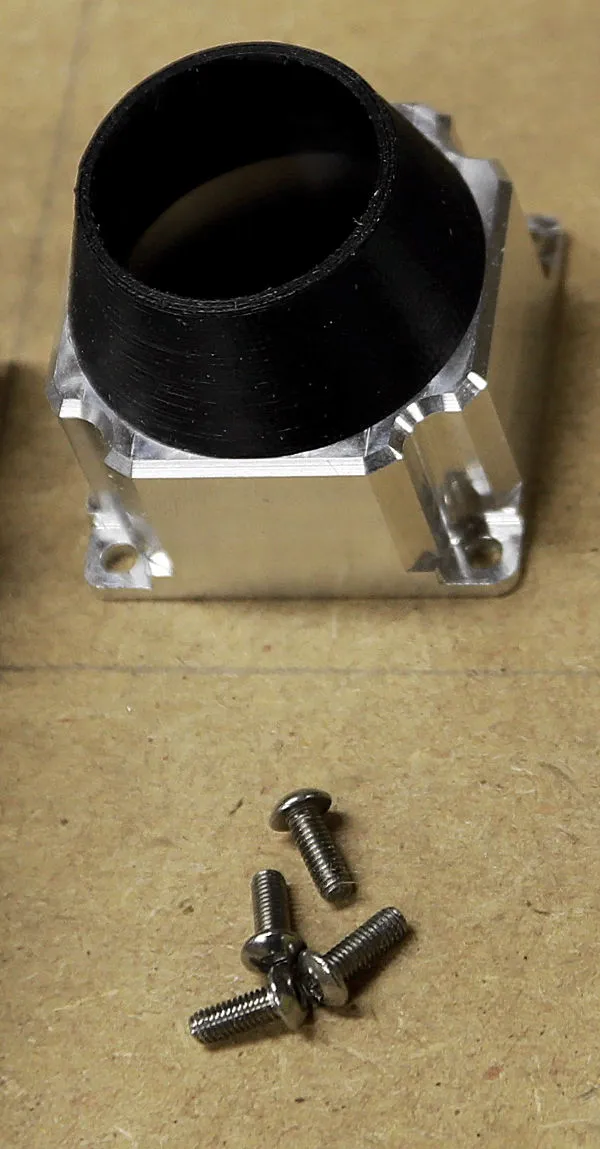
Die Düse wird direkt mit vier Schrauben am Laserkopf befestigt. Nachfolgend ein Foto des montierten Laserkopfes mit Düse:

Die Düse kann ebenfalls als Halterung genutzt werden, sofern Ihr X-Carve mit einer 43 mm 24 V-Standardschwenkspindel ausgestattet ist. Wurde Ihr X-Carve mit einem DeWalt 611 oder D26200 Kantenfräsmotor geliefert, müssen Sie entweder die im Kapitel „Erste Schritte“ beschriebene Halterung verwenden oder eine spezielle Halterung fertigen, die nur für die Düse geeignet ist, wie auf folgendem Bild dargestellt:
Das Easel-Projekt für diese Halterung finden Sie hier:
http://easel.inventables.com/projects/wfSareHaTE4gDrYl2azdKw
So fügt sich der PLH3D-Laserkopf mit montierter Düse in die Halterung und den X-Carve ein:



Inbetriebnahme
Glückwunsch! Ihr X-Carve ist nun mit einem 3D-Lasergravurkopf ausgestattet. Bevor Sie ihn einsetzen, müssen Sie jedoch zunächst Ihren X-Carve konfigurieren. Damit der Laserkopf funktioniert, muss das Spindle (PWM) Signal aktiviert werden. Hierzu gibt es mehrere Möglichkeiten; wir beschreiben die benutzerfreundlichste Variante.
Gehen Sie auf die Setup-Seite von Easel (http://easel.inventables.com/setup) und wählen Sie die passenden Einstellungen für Ihre Maschine. Die Konfiguration dürfte in etwa wie folgt aussehen:
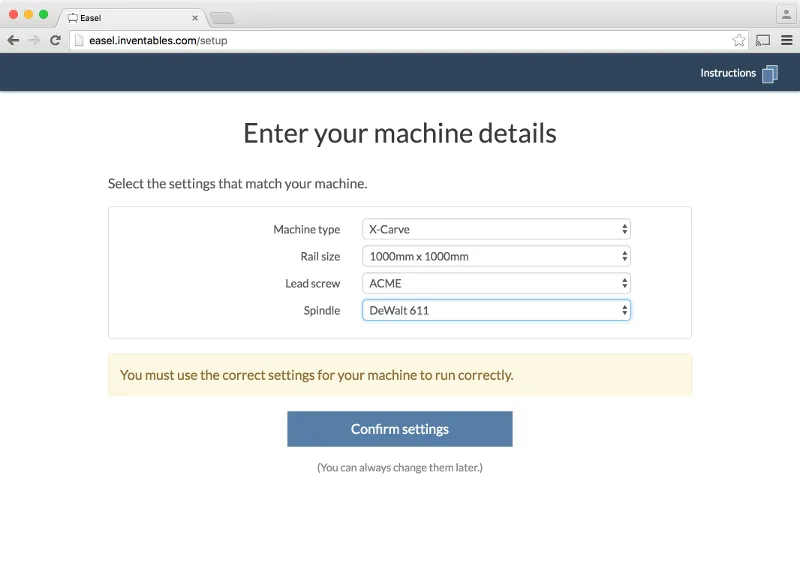
Stellen Sie Ihre Spindel von DeWalt 611 auf Sonstiges und setzen Sie die maximale Drehzahl auf 12000 (oder 255). Fahren Sie mit der Einrichtungsprozedur fort, bis Sie zum Bildschirm „Spindle Settings“ gelangen:
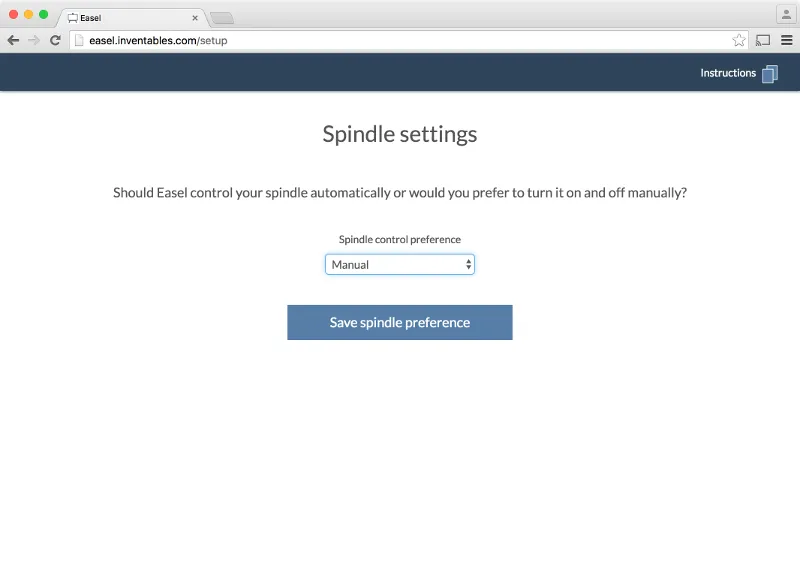
Stellen Sie "Spindle control preference" auf "Automatic" und klicken Sie auf "Save spindle preference". Schließen Sie die Einrichtung ab. Die Spindelsteuerung ist nun aktiviert und der X-Controller kann den Laserkopf ansteuern.
Beachten Sie, dass die Easel-Software nicht für den Betrieb mit Laserköpfen vorgesehen ist und mit diesen nicht ordnungsgemäß funktioniert. Sie müssen Ihren G-Code daher mit einer G-Code-Generator-Software erstellen. Sobald Ihr G-Code fertig ist, können Sie Easel, Universal Gcode Sender oder ChilliPeppr nutzen, um diesen an den X-Carve zu übertragen.
Erster Gravurvorgang mit dem X-Carve Laser
Jetzt kann der Laser gestartet und der erste Gravurvorgang durchgeführt werden. Die G-Code Befehle zum Betrieb des Lasers lauten:
- M3 S
– Schaltet den Laser ein und erwartet einen Wert zwischen 0 und 12000 (oder 255 – je nach während des Setups eingetragener maximaler Drehzahl). Dieser Wert bestimmt die Laserleistung, zum Beispiel aktiviert M3 S6000 (M3 S127) den Laser mit 50 % Leistung. - M5 (oder M3 S0) – Schaltet den Laser aus.
Beachten Sie, dass beim Lasereinsatz die Z-Achse stationär bleiben sollte, um die Fokuslage des Lasers zu erhalten.
Beginnen wir mit einem einfachen Logo:
![]()
Den G-Code für dieses Logo finden Sie hier:
LINK zu PLH3D_logo.g
Hier das Ergebnis auf einem Reststück MDF:
![]()
Herzlichen Glückwunsch!
Sie sind bereit. Sie können Ihren X-Carve nun zum Laserschneiden und Lasergravieren Ihrer Projekte verwenden.
Wenn Sie nach dem Einsatz des Laserkopfs wieder auf die Spindel umrüsten, denken Sie daran, den Spindle (PWM)-Anschluss vom X-Controller abzuziehen, um Kurzschlüsse zu vermeiden.
Sicherheitshinweis: Der Blick in den Laserstrahl kann Ihr Sehvermögen irreversibel schädigen. Opt Lasers bietet spezielle 445-nm-Schutzbrillen an. Tragen Sie beim Umgang mit Lasern stets geeignete Schutzausrüstung!