X-Carve CNC Instructions - X-Carve Laser Setup
Bill of Materials
This is all you need to have in order to get your X-Carve upgraded with Opt Laser’s PLH3D 6W laser engraving head:

From the left:
- 12 V, 3 A power supply
- PLH3D nozzle & Æ43 mm spindle holder adapter with screws (optional)
- The PLH3D engraving laser head
- Additional 400-700 nm collimator
Please note, that the content of the kit may differ from the one presented. For the current contents the X-Carve laser set, check the product page.
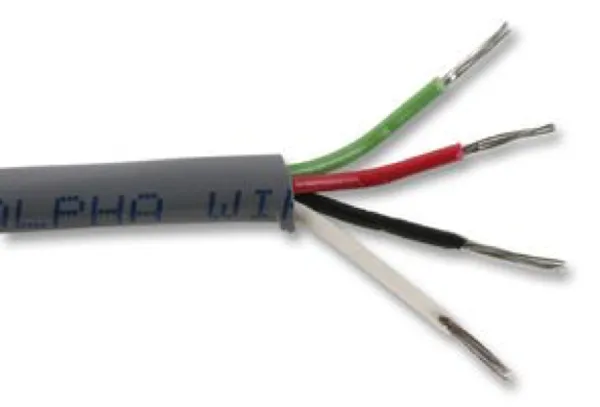
Aside from the kit purchased at Optlasers.com you will need a regular 3-core household wire with a plug for the power adapter and 2.4 m (95") of 0.5 mm2 (20 AWG) 4-core wire to carry power and control signals from power supply and X-Controller to the laser head:
Getting Started
We recommend to swap X-Carve’s spindle and replace it with a laser for the laser engraving tasks. It is really easy to do and takes almost no time at all. By doing so you will minimize the risk of dust getting into your laser head and optics while carving with the spindle and having the laser head-mounted right beside it. It is, of course, possible to mount the laser head directly on the Z-axis, however, not recommended.
Before wiring the laser up we could cut our own laser head mount using the X-Carve:
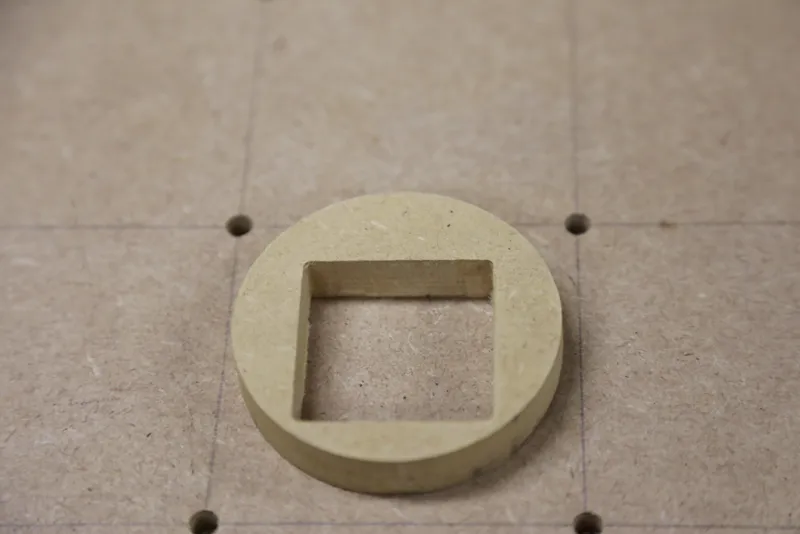
The mount's outer diameter is 68 mm (the same as DeWalt’s 611 or D26200 spindle)
The square inside is 40.1 mm x 40.1 mm and positioned 5 mm off-center to account for an aluminum protective can on the laser head. This can protect the laser driver which is mounted directly on the laser head.
Easel project for this mount can be found here:
http://easel.inventables.com/projects/187_79JZ3KFSCd5ZsAub4A
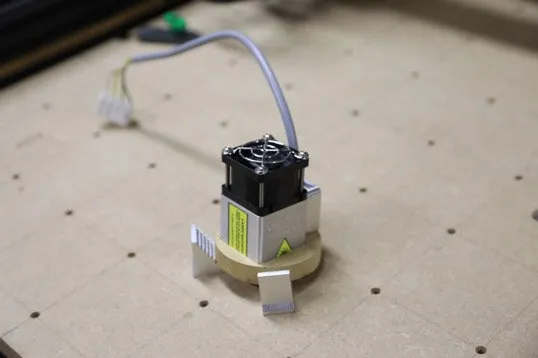
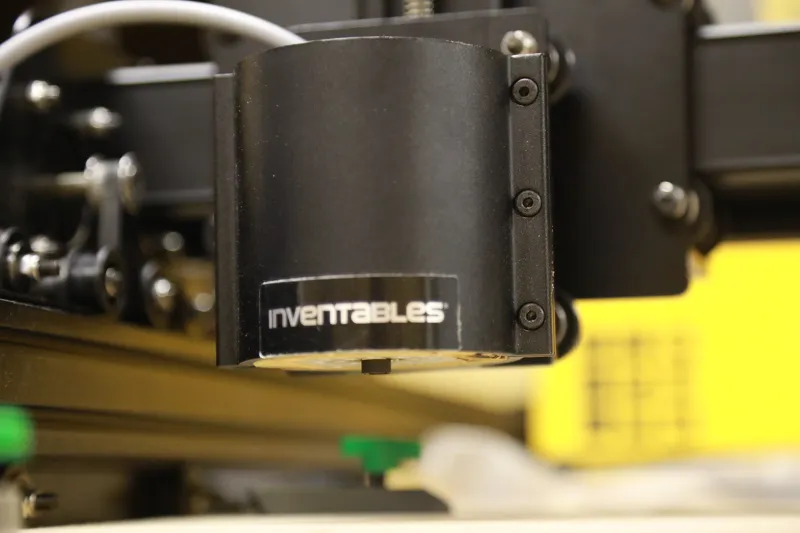
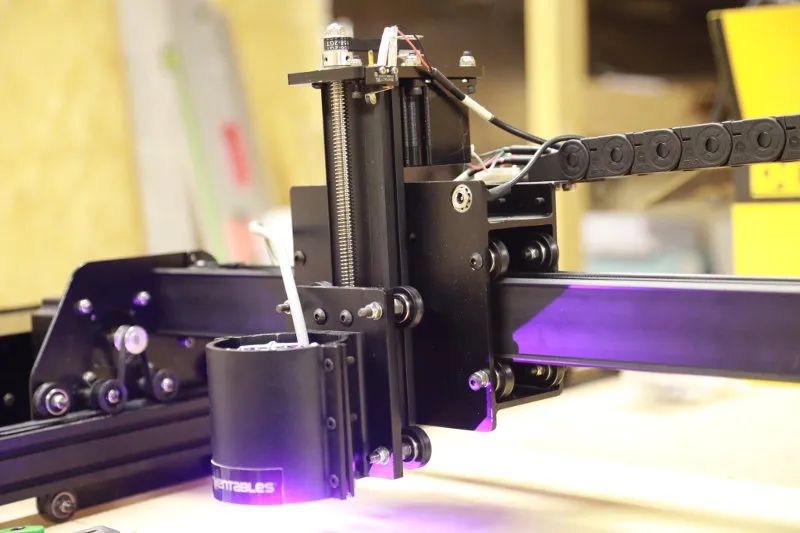
Here's how the laser head looks with the mount:
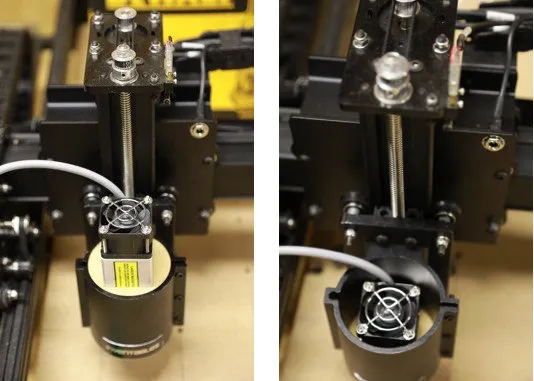
To mount the laser head in the spindle holder, loosen 3 spindle clamp screws and take the spindle out. Insert the laser holder into the spindle mount, push it all the way down, to the bottom and re-tighten the clamp screws. Push the laser head into the holder. The holder is designed for a tight fit with the laser head. The opening is only 0.1 mm bigger than the laser head itself. Once installed it should look like this:
Wiring
Feed the 4-core wire through the drag chain and connect it to the laser head using the terminal block (included):
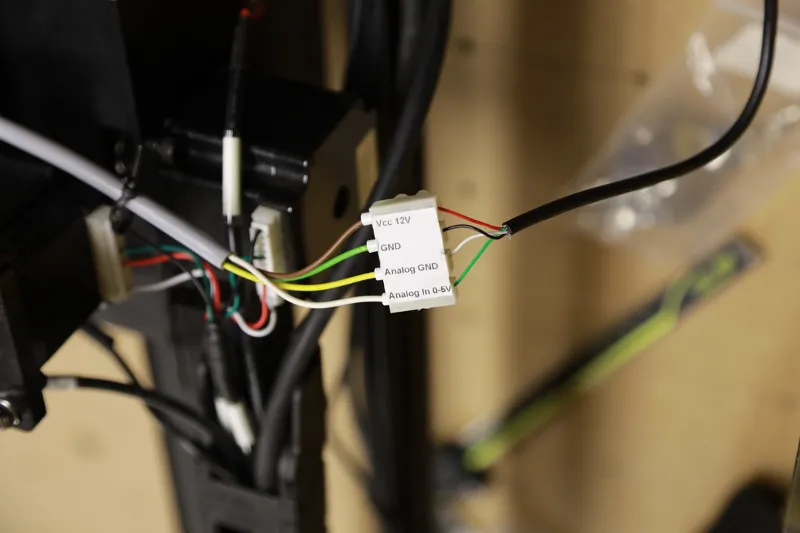
In the picture, the red and black wires are going to the power supply. Green and white wires are going to X-Controller.
Recommended wiring:
|
Laser Head |
4-core wire |
|
Brown (12 V) |
Red |
|
Green (Ground) |
Black |
|
Yellow (Analog/PWM Ground) |
White |
|
White (Analog/PWM In) |
Green |
Wire up the power supply. First connect the mains lead: brown to L, Blue to N, yellow/green to earth. Next, connect red wire coming from the 4-core wire to V+ terminal and black to V- terminal. It should look like this:

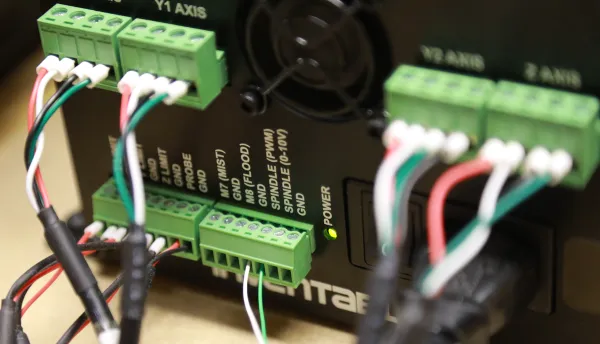
Connect green and white wires from the 4-core wire to the X-Controller. The green wire goes to Spindle (PWM) and the white wire goes to GND:
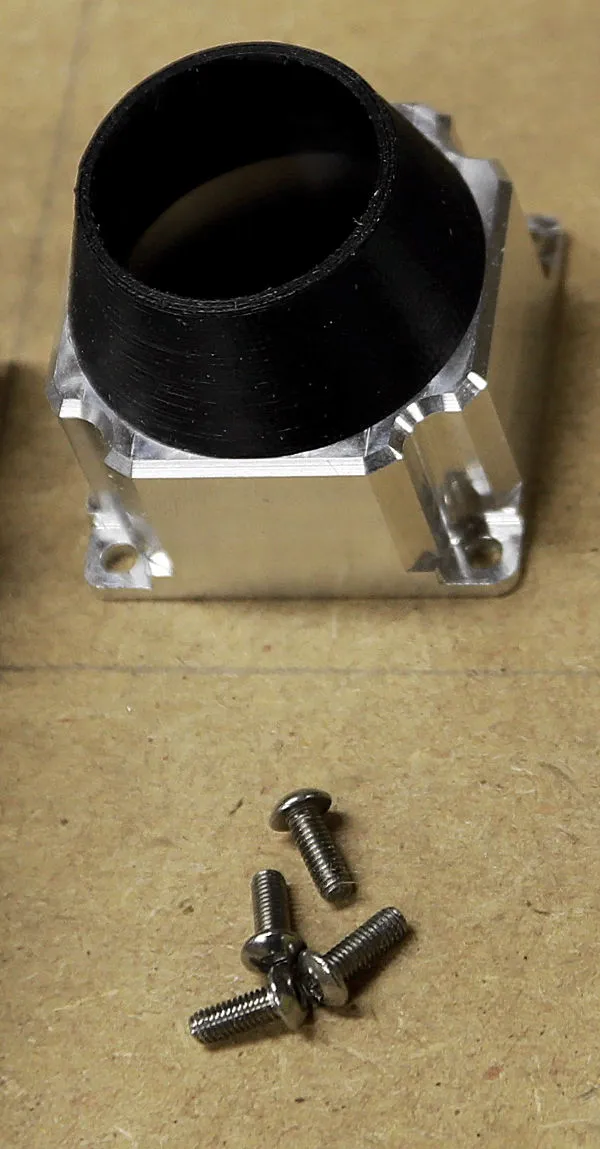
PLH3D nozzle & 43 mm spindle holder adapter
It is recommended to use an additional nozzle while performing cuts with the PLH3D laser head. The nozzle will direct the air stream much better in cases where the laser head is a position more than 50 mm from the material surface. Here’s how the nozzle looks like:
The nozzle attaches directly to the laser head with 4 attached screws. Here’s a photo of a laser head with the nozzle attached:

The nozzle can also be used as a mount if your X-Carve has the stock 43 mm 24 V spindle. If your X-Carve was delivered with DeWalt 611 or D26200 trim router, you’ll have to either use the mount described “Getting started” chapter of this guide or cut another one that fits the nozzle only, just like the one on the picture below:
Easel project for this mount can be found here:
http://easel.inventables.com/projects/wfSareHaTE4gDrYl2azdKw
This is how PLH3D laser head with the nozzle fits into the mount and the X-Carve:



Setup
Congratulations! Your X-Carve is now upgraded with the 3D engraving laser head. Before you can use it, however, you will have to set-up your X-Carve first. In order for the laser head to work the Spindle (PWM) signal has to be enabled. There are few ways to do that but we will focus on the most user-friendly one.
Go to Easel’s setup (http://easel.inventables.com/setup) and choose the correct settings for your machine. The setup is probably similar to this:
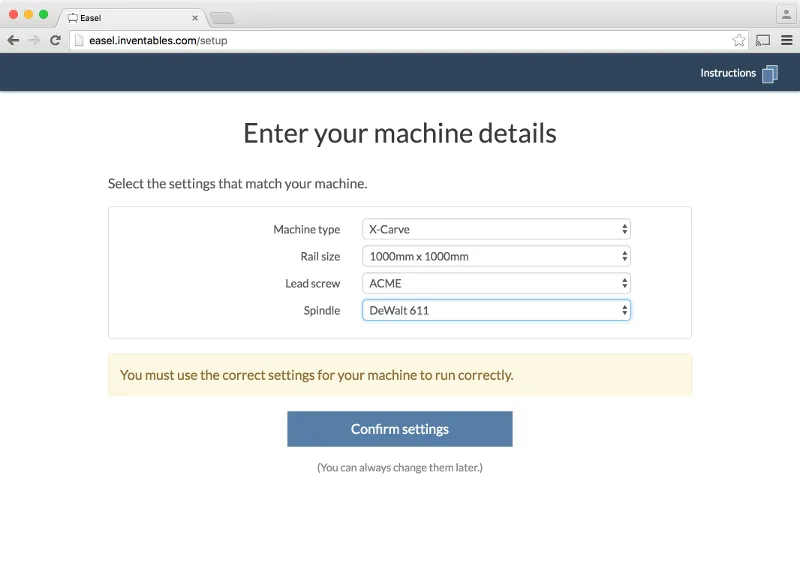
Change your Spindle from DeWalt 611 to Other and set maximum RPM to 12000 (or 255). Continue with the setup procedure until you get to “Spindle Settings” screen:
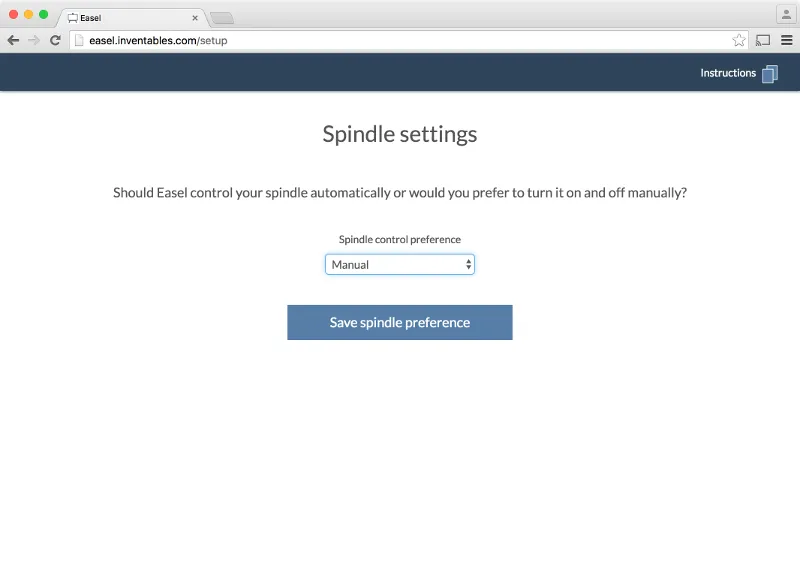
Set "Spindle control preference" to "Automatic" and click "Save spindle preference". Proceed to the end of the setup procedure. The spindle control is now enabled and X-Controller can control the laser head.
Keep in mind that Easel software is not meant to work with laser heads and it will not work properly. You need to prepare your g-code using G-Code Generator software. Once you have your G-Code ready you may use Easel, Universal Gcode Sender or ChilliPeppr to send it to your X-Carve.
First engraving with the X-carve laser
Finally, it’s time to fire up the laser and engrave something. G-Code commands to operate the laser are:
- M3 S<value> - this command turns the laser on and expects a value between 0 and 12000 (or 255 – depends on the RPM value entered during the setup). This value defines the power of the laser, for example, M3 S6000 (M3 S127) Will turn the laser on with 50% power.
- M5 (or M3 S0) – this command turns the laser off.
Keep in mind that when the laser is in use, Z-axis should remain stationary to preserve the laser’s focus.
Let’s start with a simple logo:
![]()
G-Code for this logo is available here:
LINK to PLH3D_logo.g
Here’s the result on the scrap piece of MDF:
![]()
Congratulations!
You're all set. Now you can use your X-Carve to laser-cut and laser-engrave your projects.
Once you're done with the laser head and want to swap it with the spindle, remember to unplug the Spindle (PWM) connector from X-Controller to avoid shorts.
Safety Note: Looking at the laser beam may irreversibly damage your sight. Opt Laser offers 445nm protective goggles. Always wear protective gear when working with lasers.