Industrial Laser Engraver: 7 Factors to Consider Before Choosing Your Own
What Is Laser Engraving?
Laser engraving is a subtractive manufacturing process that uses a computer-controlled laser beam to mark or texture surfaces. After feeding a CAD design and post-processed toolpath into suitable software, a machine executes the job with high repeatability. Because a purchase influences quality, throughput, and running costs, it pays to weigh several factors before choosing a machine.
Factors to Consider Before Buying an Industrial Laser Engraver
Pick a system that delivers the results you need, fits your budget, and doesn’t require constant maintenance downtime.
1. Materials You’ll Engrave
The required absorbed optical power density depends on the material. Wood, leathers, fabrics, plastics, and metals each couple differently at various wavelengths.
-Acrylic-Rayon-and-Nylon.jpg)
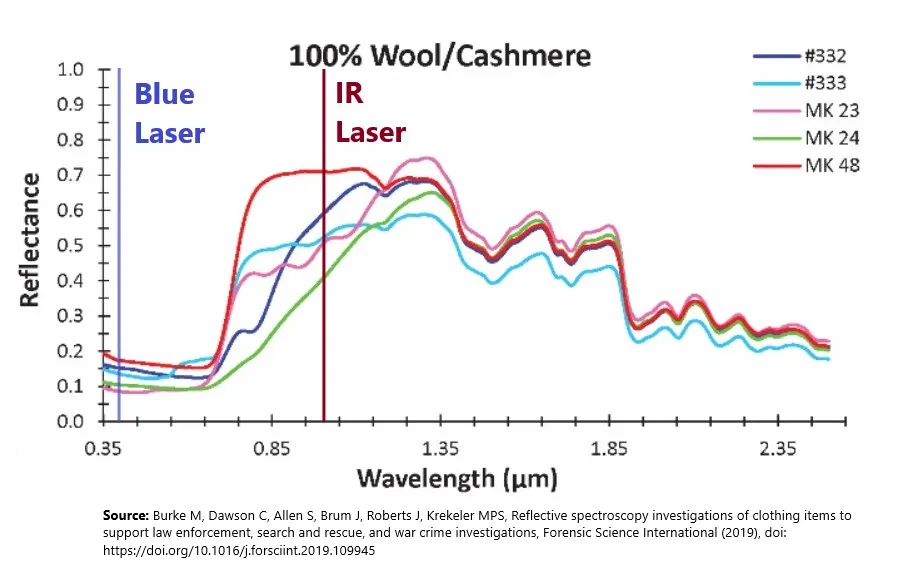
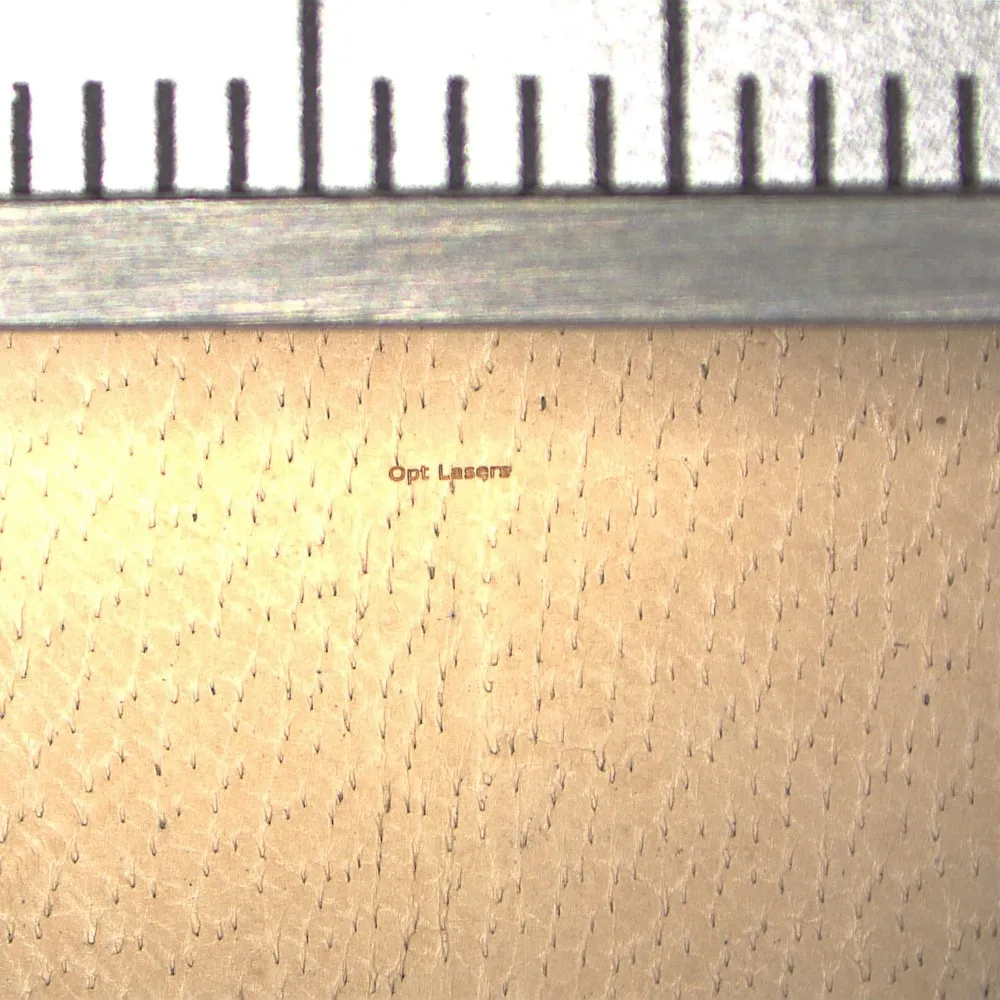
Blue 450 nm (0.45 µm) lasers align well with peak absorption of many organics. Leather shows minimum reflectance around 425–455 nm, and blue performs strongly on cotton, wool/cashmere, polyester, and nylon.
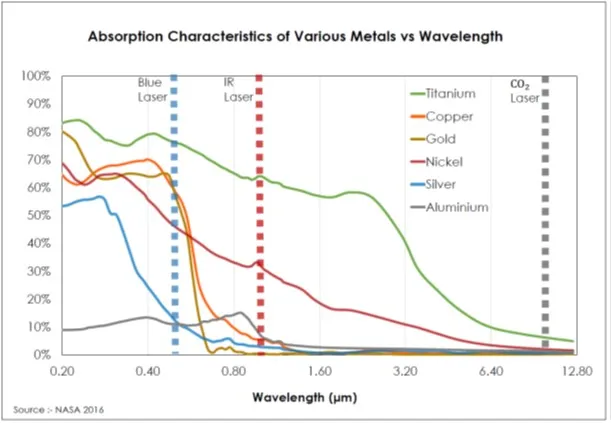
On metals, thermal conductivity, reflectivity, and alloy grade matter. Higher absorption at the laser’s wavelength improves efficiency; blue often outperforms longer wavelengths for several metals, but you still need sufficient power density.
For wood, shorter wavelengths (~450 nm) help avoid charring typical of IR. Also consider part size (work envelope), throughput (low- vs high-volume), and control signals. PLH3D-Series heads accept digital on/off and 0–5/10 V analog, or PWM (2.5–24 V on).
Commonly processed materials include metals, leather, cotton, acrylics (plexiglass), plastics, paper, and wood. If your set includes niche materials or wavelengths, custom laser heads are available. For validation, you can request our free material testing and contact us.
2. Material Optical Properties
For opaque media, color/tint/shade influence coupling (e.g., black acrylic engraves faster than green). For transparent or translucent materials, performance depends on transmittance, haze, gloss, and coatings. Two reliable approaches:
- Add a dark backing and focus at the interface (for flat sheets).
- Apply a dark top layer (tape/paint/marker) and focus on the coating.
Key dials: material selection, absorbing layer type/thickness, focus & lens, feed rate, and power.
3. Protecting the Laser Head & Optics

LaserDock is a magnetic docking station with hardened steel contact surfaces (>50 HRC) for repeatable positioning. Detach the head quickly without unscrewing hardware.
The High-Pressure Air Nozzle can speed cutting up to 6.5×, improve edges, and shield optics from fumes/dust—extending cleaning intervals by ~10×. Adjustable standoff: XF+ (+8/−4 mm) or XF+ with µSpot (+5/−4 mm); compatible with XT-Series.
4. Spare Parts Availability

Downtime is inevitable; make sure consumables and spares are easy to source and reasonably priced. Balance headline specs with lifecycle costs.
5. Budget & Maintainability
Price varies with work area, component quality, laser power and power density, efficiency, and laser type. Some low-cost systems have high operating costs (power draw, parts, maintenance).
For example, many CO2 tubes convert only ~7.5% of electricity into light; a 30 W tube can draw ~400 W. Efficiency impacts both bills and heat management.
Note on overdriving diodes: popular 5+ W blue diodes can be run ~6 W, but pushing to 7 W may cut lifetime ~30%; 8 W+ can fail quickly. Choose rated power for longevity.
Assess maintenance frequency, serviceability, and whether in-house staff can support the machine to avoid extended outages.
6. Engraving Accuracy
- Focused spot size is critical for detail.
- Optics & thermal control quality stabilize output.
- Motion system: lead screw drives generally offer higher precision than rack-and-pinion.
- Machine acceleration matters, especially for vector engraving at high speed.
- Assembly quality influences repeatability.
- Square-frame machines typically hold tolerances better than compass/arm formats.
Examples of blue laser heads:
- PLH3D-6W-XF+:
- General-purpose cutting/engraving. The µSpot upgrade tightens the beam for >150 DPI engravings on dark anodized aluminum.
- PLH3D-15W:
- Higher throughput and broader material set; can mark stainless, carbon, and HSS steels, plus titanium. Note that some CNC routers can bottleneck at lower travel speeds on wood.
- XT-Series (precision):
- XT-50 (≈6 W) focuses to ~50 µm × 4 µm (>500 DPI). XT-10 (~0.5 W) reaches ~10 µm × 4 µm (~3100 DPI). XT-50 can also engrave steels and titanium.
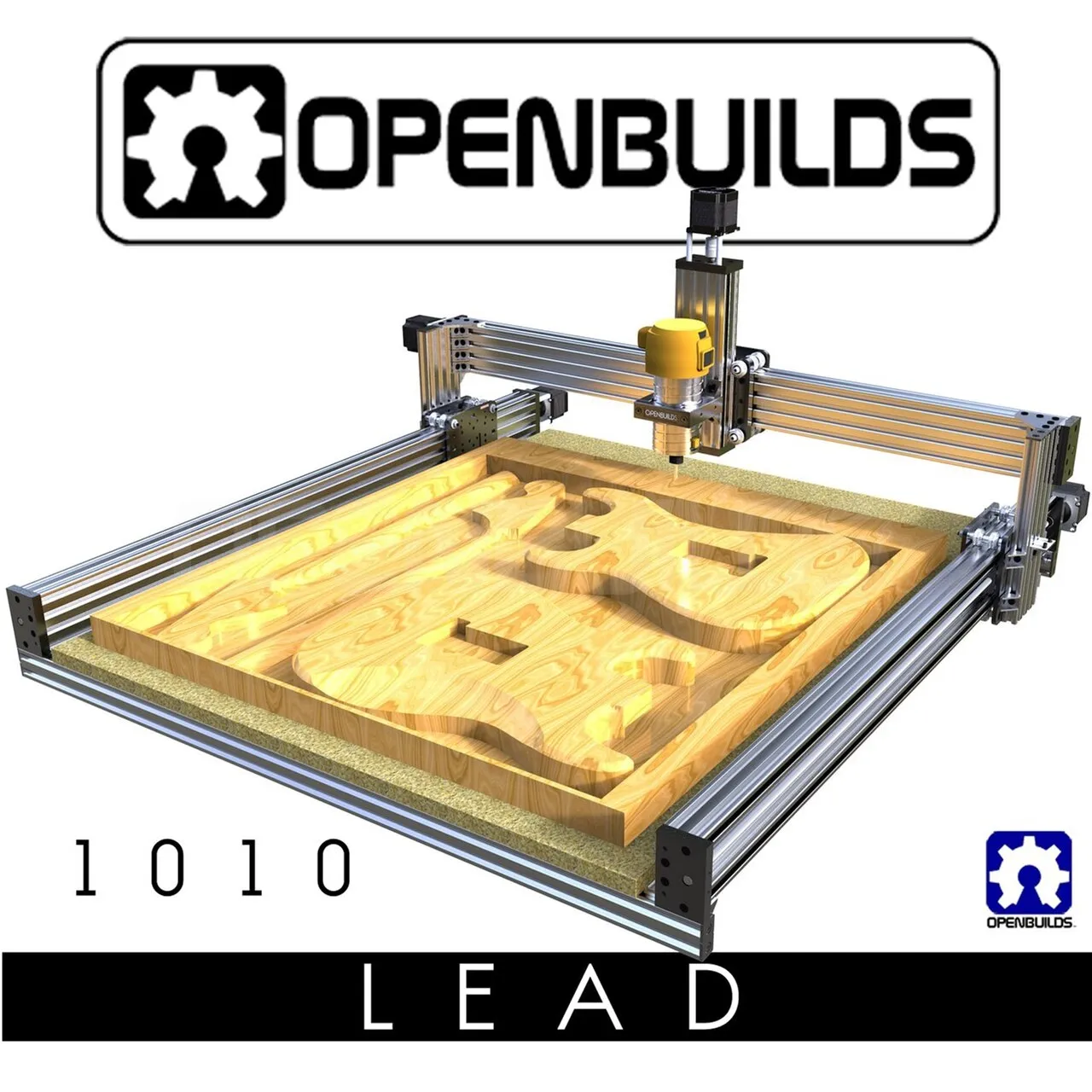
OpenBuilds LEAD CNC and CNC Masters are examples of square, lead-screw-driven platforms. See CNC Masters’ buyer’s guide for machine selection tips.
As a starter setup, consider a LEAD CNC with BlackBox controller plus our LEAD CNC Laser Upgrade (PLH3D-6W-XF+ & LaserDock). For even finer detail, add the µSpot lens, or build a kit with XT-50 via the Generic Kit Builder.
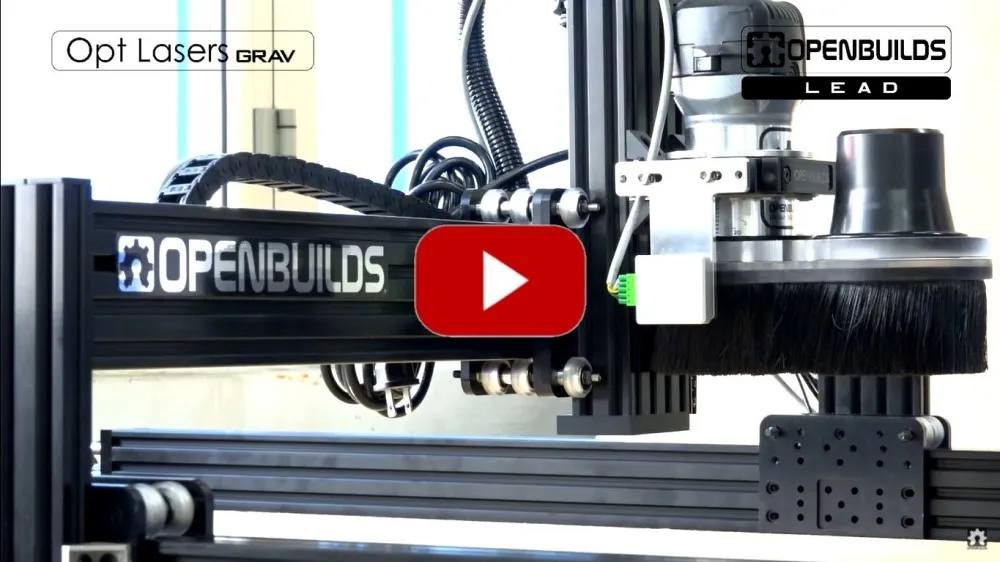
LEAD CNC has a step-by-step video for laser installation. CNC Masters controllers can drive Opt Lasers heads using a 0–24 V PWM/TTL (or analog) and GND, as shown below.

7. Technology Over Brand
Brand loyalty has benefits, but prioritize performance, efficiency, and serviceability. Newer players often innovate rapidly—evaluate specs, test data, and TCO before deciding.
Final Words
Your engraver choice will shape output quality and competitiveness. There’s no one-size-fits-all; weigh materials, accuracy, protection, spares, budget, and maintenance to select a machine that fits your workflow.
Safety note: avoid laser heads with plastic structural housings. In a collision, plastics can crack or warp, leaving you with poor beam containment and potential exposure to direct or scattered radiation—an unacceptable hazard in any shop.
About the Author

Peter Jacobs
Peter Jacobs is the Senior Director of Marketing at CNC Masters. He contributes insights on CNC machining, 3D printing, rapid tooling, injection molding, metal casting, and manufacturing.