









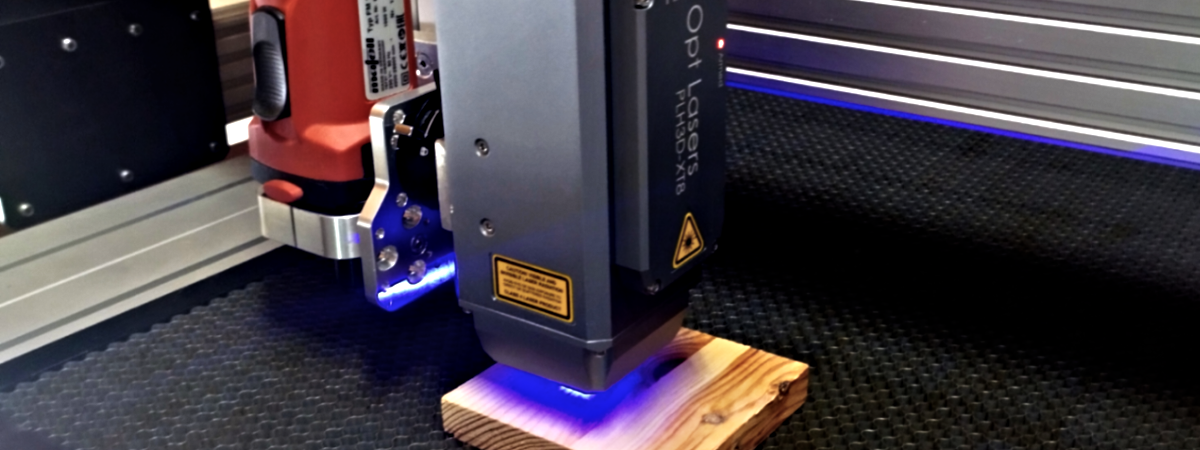
1 x PLH3D-XT8 45Wの切断および彫版のレーザーの頭部
スペック 45W 光学パワー、HD 125DPI 180um スポット、最大木材切断厚20mm (¾" )
最適: CO2のような超高速切断と彫刻、厚い材料の切断
数量:
合計:
商品の合計: $3,219.00 (税抜)
送料合計: 未定
合計: $3,223.00 (税抜)







CNC4Newbie PLH3D-XT8レーザーアップグレードキット
仕様: 45W光学出力、HD 125DPI 180μmスポット、最大木材切断厚20mm(¾インチ)
最適用途: CO2レーザー相当の超高速切断・彫刻、厚板素材切断
同梱内容: レーザーヘッド、エアノズル、CNCアダプターPro、レーザー安全メガネ、ビームカバー、マウントほか。
スペック 45W 光学パワー、HD 125DPI 180um スポット、最大木材切断厚20mm (¾" )
最適: CO2のような超高速切断と彫刻、厚い材料の切断

CNCマシンとレーザーヘッド間の通信を提供します。
ユーザーとレーザーヘッドの安全性をさらに高めます。

PLH3D-CNC Adapter Pro経由でPLH3Dシリーズのレーザーヘッドに電力を供給します。
信頼性の高い24V 8A出力を提供します。
仕向け国で使用されている規格と互換性のあるプラグで出荷されます。

✔ 190nm~540nmの範囲でOD7+に定格されたレーザー安全メガネ。
✔ 反射レーザー光による光がユーザーの眼に入るリスクを低減します。

PLH3D-XT8、XT-50、XF+レーザーヘッド、LaserDock、LaserDock PROを様々な機械に取り付けるためのアルミニウムクランプマウント。
ネジ一式付き。

PLH3D シリーズレーザーヘッドまたは LaserDock Pro を PLH3D-CNC Adapter Pro に接続するケーブル。
電源および制御信号をレーザーヘッドに転送します。

加工物からの光の反射を抑え、レーザーヘッドの最適な冷却を保証します。
高圧エアアシストノズルに取り付け可能。

PLH3D-CNC アダプターと PWM ベース コントローラー間の接続を提供します。

PLH3Dシリーズレーザー彫刻機の焦点距離を簡単かつ迅速に調整するコンパクトツール。

CNCレーザーステッカーのセット。
Opt Lasersのすべてのレーザーキットに含まれています。
CNC機にレーザー加工機能を追加したいとお考えですか?当社のハイパフォーマンスXT8 CNC切断・彫刻用レーザーヘッドは究極のソリューションです。レーザーヘッドの業界トップメーカー兼コンセプト設計者によって製造された当社のXT8レーザーヘッドは、比類なき性能を誇ります。
PLH3D-XT8レーザーヘッドには、Opt Lasers独自の特許取得済みマルチレーザーダイオード技術が搭載されており、その最先端能力を実現しています。この革新的アプローチにより、他に類を見ない性能と精度が保証され、レーザー加工の新しい基準を定めます。
本CNC4Newbieキットには、レーザー安全メガネ、OptiShieldビームカバー、PLH3D-CNCアダプターPro、アルミ製マウントなど、すべての基本部品が含まれており、CNC4Newbie CNCマシンへの簡単な統合が可能です。さらに、CNC4Newbie用信号ケーブル、信号線、電源装置(PSU)が付属し、CNC4Newbieコントローラーとの互換性を確保しています。
最高品質への信頼 ― このキットはオールインワンプラグ&プレイパッケージであり、最良の性能と機械へのスムーズなセットアップをOpt Lasersが提供します。

XT8の動作をクリックしてご覧ください!
PLH3D-XT8 45Wレーザーヘッド – 機能&性能デモ

深いフォーカスを持つ高出力45Wレーザーヘッドにより、再フォーカスの必要性を最小限に抑え、高速なシングルパスカットを実現します。多様な素材に対応し、200μm未満のスポットサイズで高精細な加工を可能にします。2種類の出力モードにより、正確なグレースケール彫刻およびフルパワーカットが選択可能です。内蔵エアアシスト、銅ヒートパイプ、高速ドライバー、状態表示LED、堅牢なフルメタル筐体で、安定した信頼性の高いパフォーマンスを提供します。
プラグ&プレイキット – 数分での導入方法

X-CarveやShapeokoなど人気ルーターでのPLH3Dレーザーの配線とセットアップを簡潔に解説します。初回設定・きれいなカットや彫刻のコツを網羅。多様なCNCプラットフォームへの優れた互換性を紹介。導入前のクイックスタートに最適です。
PLH3D-CNCアダプターPRO – CNCレーザーシステムに最適な制御ソリューション

信号変換、OLEDによるガイドセットアップ、CNC向けプリセットにより配線・制御を簡略化。リアルタイム診断と多重安全機能(キー、信号チェック、自動遮断)でユーザーとハードウェアを保護します。すべてのPLH3Dレーザーヘッドに対応。高耐久アルマイト筐体でワークショップ利用に最適です。
LaserDock PRO:CNCレーザーヘッドの迅速な着脱を実現

マグネット精度と一体型エア・電源でレーザーの着脱が数秒で可能。Z軸の衝突時には自動切断機能で機器を保護し、金メッキスプリングピンと位置固定機能で高い再現性のあるアライメントを実現。全ての現行・将来のヘッドに対応し、整理された将来性のあるマウントです。硬質アルマイト加工アルミニウムで作業環境でも高耐久性を誇ります。
オプションアクセサリー — このページ上部リストから追加可能です。
こちらは PLH3D-XT8 を用いたレーザー切断およびレーザー彫刻で最も一般的に使用される材料です。
このセクションの下に、他の多くの材料についての速度・出力テスト結果をまとめた完全な一覧表があります。
 木材
木材 合板
合板 皮革
皮革 発泡材
発泡材 ゴム(非PVC)
ゴム(非PVC) コルク
コルク 陽極酸化アルミニウム(彫刻)
陽極酸化アルミニウム(彫刻) セラミックタイル(彫刻)
セラミックタイル(彫刻) アクリル
アクリル 石材(彫刻)
石材(彫刻) 紙・段ボール
紙・段ボール 繊維・布地
繊維・布地 金属(彫刻)
金属(彫刻) 特殊材料
特殊材料 ガラス
ガラス
| 材料 | 加工種別 | 厚さ | 速度 | レーザー出力 | パス数 |
|---|---|---|---|---|---|
| 木材 | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 彫刻 | N/A | 70 mm/s (165 インチ/分) | 20% | 1 | |
| 合板 | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 切断 | 3 mm (0.118") | 22.5 mm/s (53.1 インチ/分) | 100% | 1 | |
| 切断 | 4 mm (0.157") | 12 mm/s (28 インチ/分) | 100% | 1 | |
| 切断 | 6 mm (0.236") | 6 mm/s (14 インチ/分) | 100% | 1 | |
| 切断 | 10 mm (0.394") | 3 mm/s (7 インチ/分) | 100% | 1 | |
| 高密度繊維板 (HDF) | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 切断 | 3 mm (0.118") | 12 mm/s (28 インチ/分) | 100% | 1 | |
| 中密度繊維板 (MDF) | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 切断 | 7.5 mm (0.295") | 4 mm/s (9.4 インチ/分) | 100% | 1 | |
| バルサ | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 切断 | 12 mm (0.472") | 40 mm/s (94 インチ/分) | 100% | 2 | |
| 松材 | 彫刻 | N/A | 350 mm/s (827 インチ/分) | 100% | 1 |
| 切断 | 15 mm (0.591") | 3 mm/s (7 インチ/分) | 100% | 1 | |
| 植物タンニンなめしトップグレイン豚革 | 彫刻 | N/A | 3000 mm/s (7090 インチ/分) | 100% | 1 |
| 彫刻 | N/A | 60 mm/s (142 インチ/分) | 2% | 1 | |
| 切断 | 2 mm (0.079") | 50 mm/s (118 インチ/分) | 100% | 1 | |
| 硬質植物タンニンなめしフルグレイン牛革 | 彫刻 | N/A | 3000 mm/s (7090 インチ/分) | 100% | 1 |
| 彫刻 | N/A | 60 mm/s (142 インチ/分) | 2% | 1 | |
| 切断 | 4 mm (0.157") | 18 mm/s (42.5 インチ/分) | 100% | 1 | |
| PU(ポリウレタン)合成皮革 | 切断 | 2 mm (0.079") | 50 mm/s (118 インチ/分) | 100% | 1 |
| 白大理石 | (深彫り)彫刻 | N/A | 52 mm/s (120 インチ/分) | 100% | 1 |
| スレート | 彫刻 | N/A | 140 mm/s (330 インチ/分) | 100% | 1 |
| 黒色アクリル | 切断 | 2 mm (0.079") | 7 mm/s (17 インチ/分) | 100% | 1 |
| 切断 | 5 mm (0.197") | 6 mm/s (14 インチ/分) | 100% | 3 | |
| 切断 | 10 mm (0.394") | 6 mm/s (14 インチ/分) | 100% | 4 | |
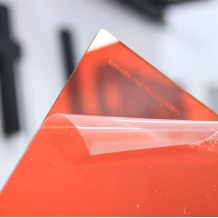
| 橙透明アクリル | 彫刻 | N/A | 220 mm/s (520 インチ/分) | 5% | 1 |
| 赤色アクリル | 切断 | 2 mm (0.079") | 4.2 mm/s (9.9 インチ/分) | 100% | 1 |
| 緑色アクリル | 切断 | 2 mm (0.079") | 2.8 mm/s (6.6 インチ/分) | 100% | 1 |
| 綿 | 彫刻 | N/A | 180 mm/s (425 インチ/分) | 15% | 1 |
| デニム | 切断 | 0.5 mm (0.0197") | 255 mm/s (602 インチ/分) | 100% | 1 |
| 高密度強化ナイロン | 切断 | 3.6 mm (0.142") | 6 mm/s (14.2 インチ/分) | 100% | 1 |
| 白色ポリエステル | 切断 | 0.2 mm (0.00787") | 60 mm/s (142 インチ/分) | 100% | 1 |
| 白色高密度ポリエステル | 切断 | 0.4 mm (0.0157") | 25 mm/s (59 インチ/分) | 100% | 1 |
| Cordura | 切断 | 0.35 mm (0.0138") | 150 mm/s (354 インチ/分) | 100% | 1 |
| 切断 | 0.5 mm (0.0197") | 95 mm/s (224 インチ/分) | 100% | 1 | |
| フェルト | 切断 | 4 mm (0.1575") | 70 mm/s (165 インチ/分) | 100% | 1 |
| Polyfoam | 切断 | 40 mm (1.575") | 5 mm/s (12 インチ/分) | 100% | 1 |
| 切断 | 40 mm (1.575") | 15 mm/s (35 インチ/分) | 100% | 3 | |
| EVA フォーム | 切断 | 3 mm (0.118") | 140 mm/s (331 インチ/分) | 100% | 1 |
| 切断 | 5 mm (0.197") | 85 mm/s (201 インチ/分) | 100% | 1 | |
| ポリウレタン(PU)フォーム | 切断 | 10 mm (0.394") | 88.5 mm/s (209 インチ/分) | 100% | 1 |
| 炭素繊維 | 切断 | 0.5 mm (0.0197") | 15 mm/s (35.4 インチ/分) | 100% | 1 |
| ガラス繊維 | 切断 | 0.7 mm (0.0276") | 5 mm/s (11.8 インチ/分) | 100% | 1 |
| ステンレス鋼 | (深彫り)彫刻 | N/A | 70 mm/s (165 インチ/分) | 25% | 1 |
| (深彫り)彫刻 | N/A | 280 mm/s (661 インチ/分) | 100% | 1 | |
| マーキング | N/A | 865 mm/s (2040 インチ/分) | 100% | 1 | |
| 工具鋼 | (深彫り)彫刻 | N/A | 70 mm/s (165 インチ/分) | 25% | 1 |
| (深彫り)彫刻 | N/A | 280 mm/s (661 インチ/分) | 100% | 1 | |
| マーキング | N/A | 865 mm/s (2040 インチ/分) | 100% | 1 |
比類ない焦点深度: 卓越した焦点深度と拡張されたビームウエストにより、XT8は頻繁な調整を不要にし、単一パス切断を可能にして加工スループットを向上させます。

実作業での高精度: PLH3D-XT8 のレーザースポット径は 200 µm 未満で、芸術用途の微細表現を実現しつつ、15 mm の木材なども容易に切断できます。高度に対称なビームにより、ケルフ(切り幅)はいずれのスキャン方向でも一定です。

グレースケール彫刻と全出力切断: 2 つのモードを切替可能:精細彫刻用の 50% 出力、または 100% 出力での高速切断。多様な材料・用途に迅速に対応できます。

一体型エアアシストノズル: 一体型ノズルで切断効率を強化。切断速度は最大 6 倍に向上し、被加工材への熱影響も低減します。さらに、保護ウィンドウおよび主レンズの清浄維持にも寄与します。

銅製ヒートパイプ・ヒートシンク: 先進の冷却アーキテクチャが熱を効率的に補助ヒートシンクへ伝達し、最適な冷却性能と長寿命を確保します。

運用安全性: 状態表示 LED がレーザーのアームド状態を通知し、過熱警告も提供。安全性を高め、適切な温度マネジメントに寄与します。

超高速内蔵ドライバ: 内蔵ドライバにより最高レベルの性能を発揮し、精密な彫刻と安定した仕上がりを実現。レーザーダイオードとドライバの近接配置により、高周波電流変調が可能です。

フルメタル筐体: 筐体は堅牢な金属製で構成され、デバイスを強固に保護するとともに耐用年数を向上させます。

XF+、XT-50、または XT8 キットに LightBurn を追加すると、10% 割引になります。
当社の Plug&Play キットと同時にご購入いただくと、LightBurn は特別割引価格でご提供 — 初日から最適なツールと優れたコストパフォーマンスでスタートできます。世界中のレーザー利用者に信頼され、LightBurn はコミュニティで最も選ばれているソフトウェアで、数千件のライセンス実績があります。
LightBurn ソフトウェアは、当社のレーザーキットまたはレーザーヘッドに追加できるオプションアクセサリとして提供され、XT8、XT-50、XF+ を含むすべての Opt Lasers 切断・刻印モジュールに対応しています。ワークフローを効率化し、最適な切断・刻印結果のための精密制御を実現します。ページ上部の Accessories セクションから追加できます。
互換性に関するヒント:LightBurn の互換性は、機械のモーションコントローラ/ファームウェア(レーザーモジュール自体ではありません)に依存します。市販の多くの CNC コントローラで動作し、カスタム G-code ポストプロセッサを備えています。ご購入前に、お使いのコントローラがサポート対象であることを必ずご確認ください。
木材、プラスチック、レザー、フォームのいずれを加工する場合でも、LightBurn と Opt Lasers ハードウェアを組み合わせることで、信頼性が高く効率的で高品位な仕上がりを実現できます。


Nicky Norton は、主にセラミックタイル(Norton White Tile)へのレーザー彫刻で広く採用されているワークフロー「Norton Method」の考案者であり、その手法は木材やステンレス鋼への加工にも影響を与えています。彼のプロジェクトはFacebookのメイカーコミュニティで広く共有され、常に高い評価を得るとともに、初心者が成果を向上させる手助けをしています。
"(... ) その後、Opt Lasers の PL3D-XT-50 6ワットを使って驚くほど精細な彫刻をしている投稿をいくつか目にしました。Opt Lasers に連絡すると、ほどなく入手できました。開封してすぐ、これは高品質に精密加工されたモジュールだと分かりました。自分のレーザー機に接続する際にいくつか立ち上げ時の不具合はありましたが、Opt Lasers のサポートからメッセージ/メール/Zoom で素晴らしい支援を受け、すぐに解決しました。30 × 50 ミクロンのビーム(非常に高いレーザー照射量)によるこのレーザーの精度と再現性は、私が到達できた彫刻品質で他の追随を許さないことがすぐに証明されました。
総じて、Opt Lasers の製品とサポートチームと一緒に仕事をするのは非常に前向きな体験であり、ダイオード彫刻の活用に対する私の情熱を再燃させてくれました。"

Kris Crawford は、YouTube と Instagram で木工・金属加工の制作を発信するカナダのメイカー/コンテンツクリエイター Further North Fabrication の主宰者です。2021年以降、Opt Lasers を活用してクライアントギフトや個人プロジェクトに緻密なディテールを付加しており、CNC レーザー加工の探求を他者に促す信頼できる存在です。
"(... ) 改造した X-Carve CNC とのレーザー統合はシームレスで、それ以来セットアップの能力が飛躍的に向上しました。Opt Lasers モジュールの精度と汎用性は、私の DIY プロジェクトにおけるゲームチェンジャーであり、さまざまな素材に精巧なデザインや詳細な彫刻を施すことができるようになりました。木材、アクリル、金属のいずれに取り組んでも、毎回素晴らしい結果が得られます。"

April Wilkerson はテキサス拠点の DIY クリエイター/木工・金属加工の実践者で、YouTube の @AprilWilkerson として150万人以上の登録者を擁します。YouTube からテレビまで、段階的な解説で世界中のメイカーを支援しており、近年はレーザープロジェクトも取り入れています。
"(... ) 取付と運用は驚くほどスムーズで簡単、本当にプラグ&プレイでした。私にとって初めてのレーザーだったため当初は助言が必要でしたが、Opt のスタッフは素晴らしく、迅速で博識、しかも時間をかけて丁寧に質問へ回答してくれました。私が気づいていなかったポイントにまで先回りして答えてくれたほどです!"

Jim Neeb は退職したエンジニアで木工歴45年。YouTube チャンネル @JNWoodworks や当社公式ユーザーグループを通じて、創業初期から Opt Lasers を支援してきました。レーザー技術の習得に役立つ、明快で実践的な解説と完成度の高いデモで知られます。さらに、Avid CNC と連携する公式テスターでもあります。
"(... ) 私が推奨するダイオードレーザーの会社は Opt Lasers だけです。というのも、製品品質とカスタマーサービスの水準で、同社に肩を並べる企業は他に存在しないからです。これは私自身の経験に加え、世界中の YouTube 視聴者・関係者から得ているフィードバックに基づく自信ある見解です。"
| PLH3D-XT8 | |
|---|---|
| 最大光出力 | 45 W |
| 典型スポットサイズ (X × Y @ WD 21 mm) | ≈180 × 180 μm |
| レーザーヘッド寸法 (L x W x H) | 76 x 89 x 194 mm (3 x 3,5 x 7,64 in.) |
| レーザーヘッド質量(典型値) | 1050g (2.31 lb.) LaserDock 付き: 1230g (2.71 lb.) |
| ファン風量 | 92 m3/h (53 CFM) |
| ファン騒音 | 58 dBA |
| 取付穴パターン | 5x 4 holes, 24 x 15 mm (0.94 x 0.59 in.) |
| 取付ねじ仕様 | M3 x 0.5 x 3 mm |
| 最大周囲温度 | 40°C (104°F) |
| 変調入力 | PWM/TTL, 0 – 24 V |
| 推奨 PWM 基本周波数 | 1 – 10 kHz |
| 最大変調帯域幅 | 30 kHz |
| 変調入力インピーダンス | >1 kΩ |
| 電源装置電圧 | 24 V |
| 24 V PSU 最小電流 | 8 A |
| 最大消費電力 | 170 W |
PLH3D-XT8 は、X-Carve、Shapeoko、Stepcraft などの主要ブランドを含むほとんどの CNC マシンに対応しています。付属のユニバーサルマウントまたは LaserDock を用いて取り付けできます。CNC コントローラとの互換性は PLH3D-CNC Adapter Pro により確保され、PWM、TTL、アナログ入力(0–3V、0–5V、0–24V)をサポートします。
XT8 は、木材、合板、MDF、革、ゴム、繊維、発泡体、アクリルなど多くの材料の切断・刻印に対応します。被覆金属や一部の素地金属(角度調整が必要)への刻印も可能です。約 45 W の光学出力ビームにより、薄板はワンパス切断、厚物はマルチパス切断が行えます。
初期セットアップは約 30 分です。磁気式 LaserDock PRO システムを使えば、日常の着脱は数秒で完了します。すべてのコネクタは Plug&Play で、キットに同梱されています。
キットには高速な手動フォーカス用の高さ基準ツールが含まれます。ワーク上に置き、標準のワーキングディスタンス 21 mm に設定してください。切断時は材料厚みに応じて調整します。
XT8 は PLH3D-CNC Adapter Pro 経由で接続し、TTL、PWM、アナログ入力に対応します。24 V 電源および全ケーブルは同梱です。
はい。XT8 には調整式の高圧エアアシストノズルを内蔵しており、切り粉の排出と溝の冷却により切断速度/品質を向上させます。一般的な小型コンプレッサで動作し、多くの材料では実流量 ~10–15 l/min を推奨します。
XT8 は過熱保護を備え、CE 規格適合のレーザー保護メガネ(190–540 nm に対して OD7+)の着用が必要です。58 °C で自動停止し、50 °C で復帰します。常に ANSI Z136.1 などのレーザー安全規格に従ってください。
一般的な動作寿命は 20,000~30,000 時間です。ダイオード故障時は、ダイオード交換で修理可能な場合が多くあります。長寿命のため、光学部品の定期清掃と適切なエアフローの確保を行ってください。
可能です。ただし反射がダイオードへ戻らないよう、ワーク(またはレーザー)を約 7° 傾けてください。金属一般ではわずかに傾斜を付け、ビームが作業者に向かない角度に設定します。必ず OD7+ の保護メガネを着用してください。
G-code を出力できる任意の CAM を使用できます:LightBurn(推奨)、Vectric、Fusion 360、無償ツールの LaserGRBL など。LightBurn は高度な制御、画像刻印、当社プリセットによる簡単セットアップを提供します。
刻印:高さ基準ツールを用い、標準ワーキングディスタンス 21 mm に設定して、迅速かつ再現性の高いフォーカスを得てください。
薄板切断(1–6 mm):最小スポットが板厚の中央付近に位置するようにフォーカスします(基準 21 mm から、板厚の半分だけヘッドを下げる)。
厚物切断(>6 mm):多層パスで切断し、各パス後にヘッドをわずかに下げます。ノズルがワークに接触しないよう注意してください。材質(例:バーチ合板、MDF、PU フォーム、パイン)によっては、ノズルを表面近傍(非接触)に保つことで厚物でもワンパス切断が可能な場合があります。
モード “I”(50%): 約 0–20 W。精細なグレースケール刻印や微妙な階調表現に最適。
モード “II”(100%): フルパワー。高速な白黒刻印や効率的な切断(厚物含む)に最適。
XT8 は PWM/TTL/アナログ制御(0–3 V、0–5 V、0–24 V)に対応し、Mod Input #2(PWM)で受け付けます。PWM 基本周波数は1–5 kHzを推奨(高めに設定すると滑らかなグレースケールになる場合があります)。論理 “High” は ≥3 V、“Low” は ≤0.8 V。アナログ入力と PWM 入力へ同時に信号を接続しないでください(共通グラウンドのため)。
推奨する実流量は10–12 l/min、快適な運用には50 L 以上のタンクを推奨します。より小型(例:5 L)でも運用例はありますが、結果は環境に依存します。フィルタとオイルセパレータを装備し、多湿環境では水滴混入防止のためエアドライヤの追加を推奨します。
流量目安:切断 ~5–15 l/min、刻印 ~1–5 l/min。~15–20 l/minを超えると切断速度が低下する場合があります。流量計の使用を強く推奨します。
後部のケーブルホルダを固定したうえで、XT8 にコネクタを確実に挿入します。直結運用の場合は反対側を Adapter PRO に接続してください。LaserDock PRO を用いる場合は、主軸位置に合わせてレーザー側パーツを M4 ねじ 4 本で取り付け、その後ショートケーブルとエアホースを接続します。
ヒートシンク:(特に発煙の多い作業後は)定期的に圧縮空気でブローしてください。ファンを過回転させないよう注意。より徹底した清掃は約 100 時間ごとに前面カバーを取り外して実施します。
エアアシスト/ノズル:切断・刻印時は、乾燥した無油の安定したエアフローで常時エアアシストノズルを使用してください。煙やデブリを光学系から遠ざけ、保護ウィンドウと主レンズの清浄を保ち、清掃頻度を低減します。
光学系:使用前に保護ウィンドウを点検し、約 100 時間ごとに清掃してください。損傷時は交換(スペアあり)。主レンズも同様に約 100 時間ごとに清掃します。
洗浄剤:必ず99.9% 無水 IPAと、リントフリーの適切な資材のみを使用してください。「消毒用アルコール」(~70% IPA+水)や一般的なメガネ・顕微鏡用ワイプは残渣を残す恐れがあるため避けてください。コーティングを保護するため、汚れが除去できる最小限の力で拭き取ってください。