
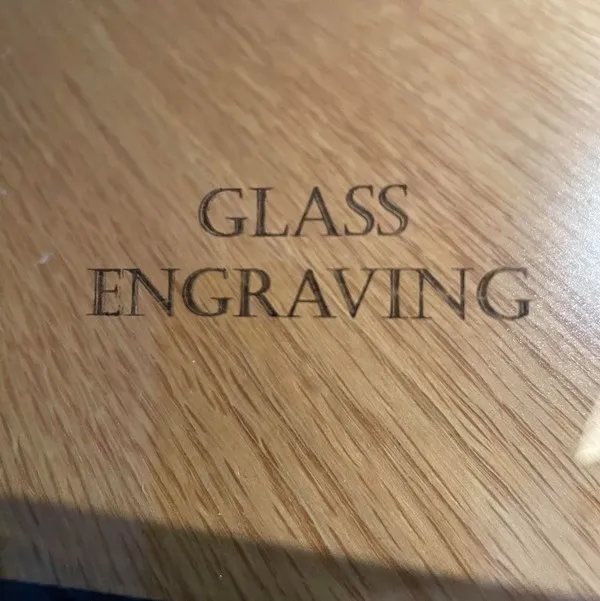
Лазерно гравиране на прозрачни материали с CNC лазери
Когато лазерната светлина достигне до даден материал, тя частично се пропуска, отразява и абсорбира. Балансът между тези явления зависи както от материала, така и от дължината на вълната на лазера.
Прозрачните материали пропускат светлина без макроскопично разсейване и изглеждат чисти (напр. стъкло; аморфни пластмаси като акрил, PEI, PC, ABS, PS). Някои кристално-полимерни филми (PET, PP) са прозрачни, когато са биаксиално ориентирани, което подрежда молекулите и намалява пречупването.
Полупрозрачни материали пропускат светлина с разсейване, така че обектите зад тях изглеждат замъглени (напр. затъмнено/матово стъкло, много пластмаси). При полимерите по-високата кристалност обикновено намалява прозрачността; полу-кристални пластмаси (напр. найлон, PE, PET, PBT, PP) могат да бъдат полупрозрачни или матови поради разлика в показателя на пречупване между кристалните и аморфните области.
Прозрачността зависи от производствения метод (напр. случайна полимеризация), добавки (кларификатори/нуклеатори), повърхностна обработка и цвят. Сини нюанси могат частично да отразят светлината от син лазер; гланцови повърхности се гравират по-трудно. Дебелината силно влияе на пропускливостта – тънките филми често пропускат повече светлина. Липсата на дефекти (пукнатини/шупли) подобрява пропускливостта, докато окисляването или деградацията я намаляват.
Практическо правило: материали с висока пропускливост и ниска мътност се гравират по-трудно, освен ако не добавите абсорбиращ слой. Мътността е частта от преминалата светлина, разсеяна с >2,5°, така че по-ниска мътност означава по-висока прозрачност.
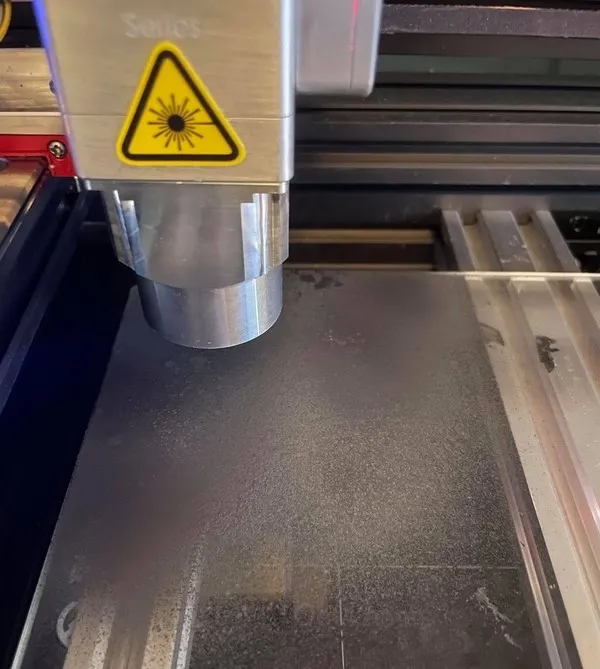
Разгледайте лазерни решения за прозрачни материали
Лазерно гравиране на полупрозрачни и прозрачни материали
Може да гравирате прозрачни материали, но резултатите зависят от отразяваща способност, пропускливост и мътност. Добавянето на абсорбиращ слой позволява прецизно насочване на енергията там, където е необходима.
Основни параметри:
- Тип материал (стъкло, акрил, кристал, полимерни филми) и повърхностна обработка (гланц, оцветяване).
- Избор и дебелина на абсорбиращия слой (лента, боя, маркер).
- Настройка на фокус и избор на обектив (размер на петното vs. дълбочина на фокуса).
- Скорост на движение и лазерна мощност (%/PWM), както и въздушно подпомагане, ако е приложимо.
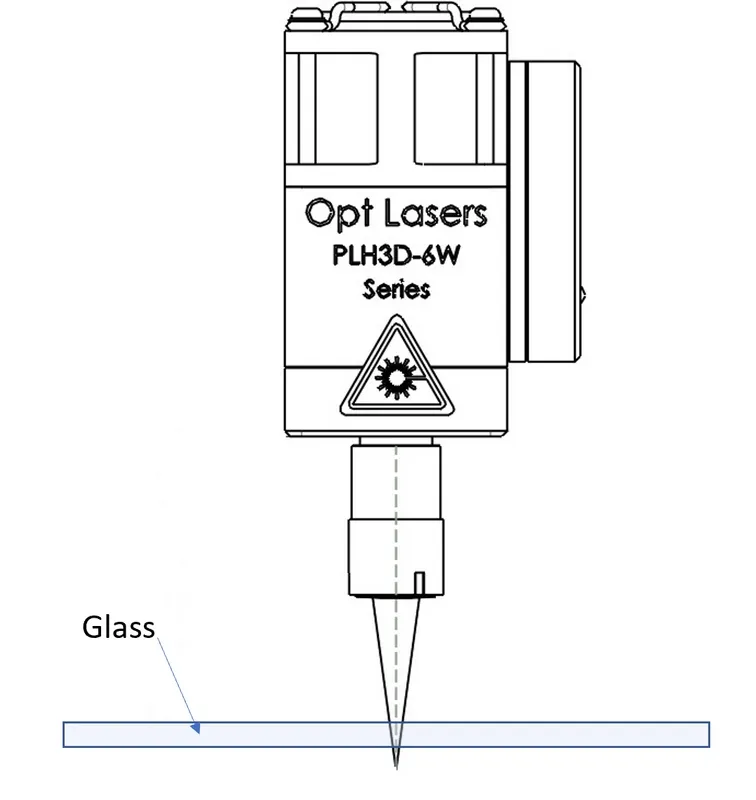
Метод 1 — Тъмен слой под прозрачната заготовка
Поставете тъмен/черен слой под листа и фокусирайте на интерфейса така, че енергията да се депозира вътре в прозрачния материал точно на тази граница. Методът работи най-добре при плоски плоскости.
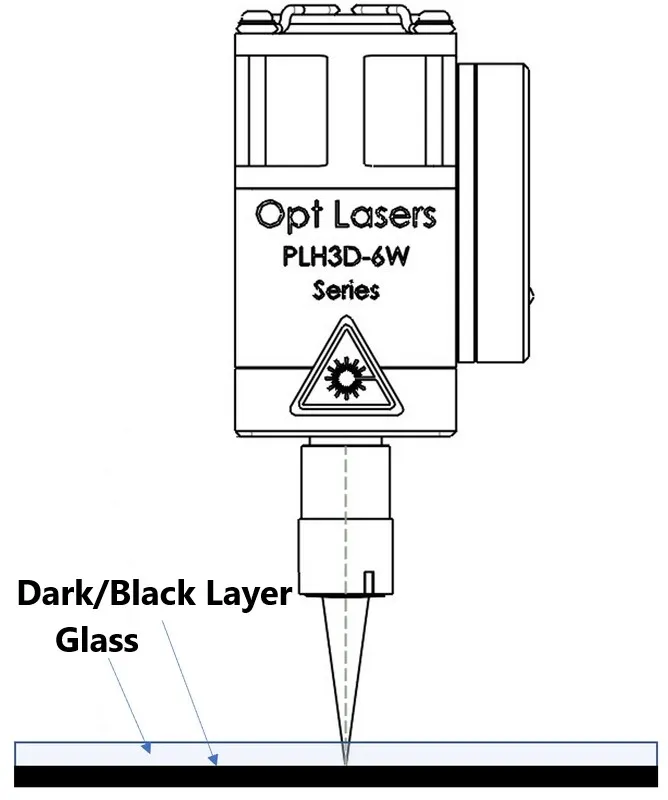
Съвет за фокусиране: калибрирайте работната дистанция, така че фокусното петно да съвпадне с интерфейса между тъмния слой и стъклото.
За калибриране на работната дистанция вижте ръководството за лазерни глави PLH3D-6W-Series.
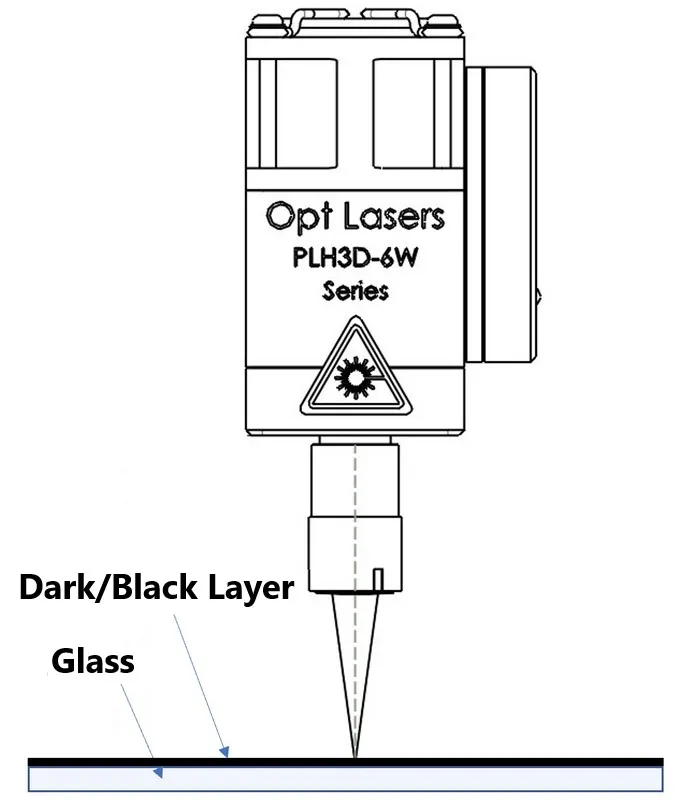
Метод 2 — Тъмен слой върху повърхността
Нанесете тъмен повърхностен слой (например лента, боя, маркер), така че лъчът да се абсорбира на горната повърхност. Фокусирайте върху самия слой. Изборът на покритие влияе на контраста и текстурата на ръбовете.
Тестване на различни методи
Избраните примери илюстрират диапазоните на параметрите и повърхностните обработки, постижими чрез техниките на интерфейс и горен слой при стъкло и акрил.
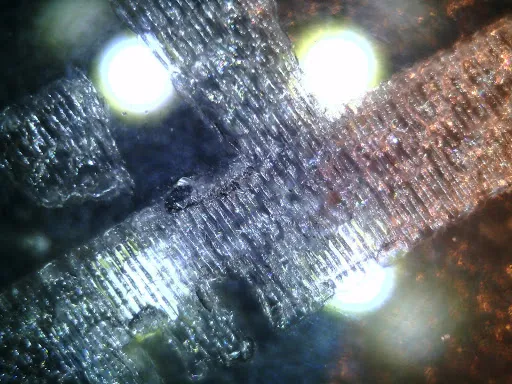
Стъкло върху тъмен метален гръб


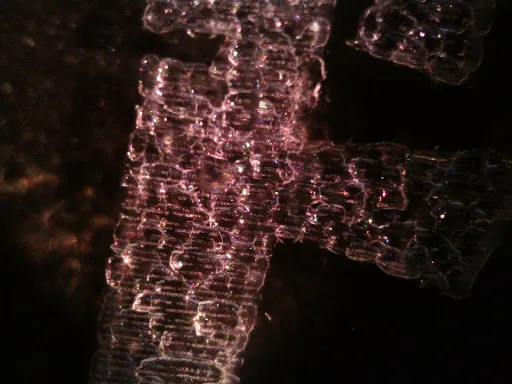
Акрил върху бяла хартиена подложка
Поставете бял лист хартия под прозрачен акрил и фокусирайте на интерфейса им. Примерни настройки: 100% мощност, 1 000 mm/min (настройте според вашата машина и оптика).





Повърхностни покрития като абсорбиращи слоеве
Постоянен маркер (пример): 80% мощност, 40 mm/s; покритието може да е неравномерно според вида на маркера.

Мастилото може да се премахне с ацетон/отстраняващ лак; възможно е да останат следи в микро-дупките на гравюрата.
Акрилна спрей боя (пример): тънък слой, 30 минути съхнене, 100% мощност при 30 mm/s. Този метод дава най-устойчиви резултати и матова текстура след почистване.

Изплакнете тъмния спрей с гореща вода непосредствено след гравирането за по-лесно отстраняване.
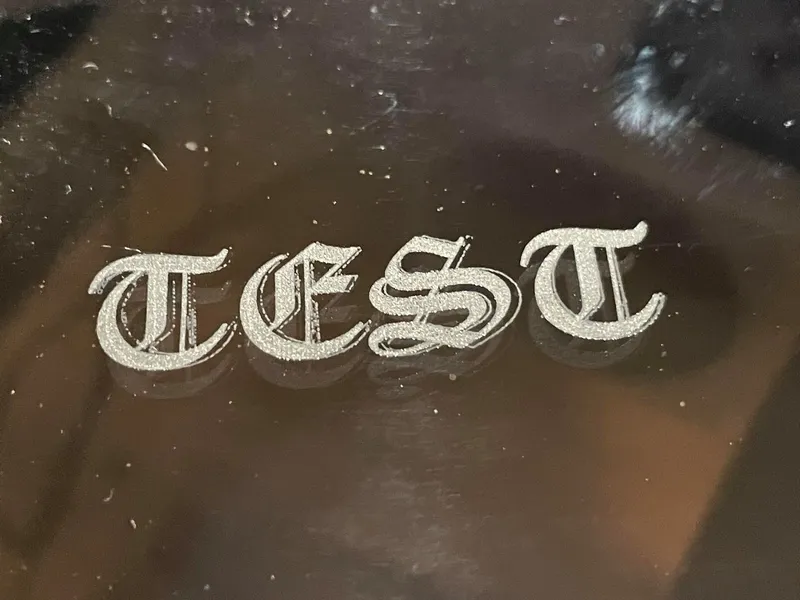
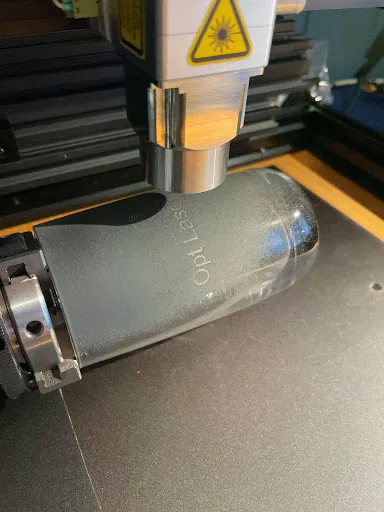
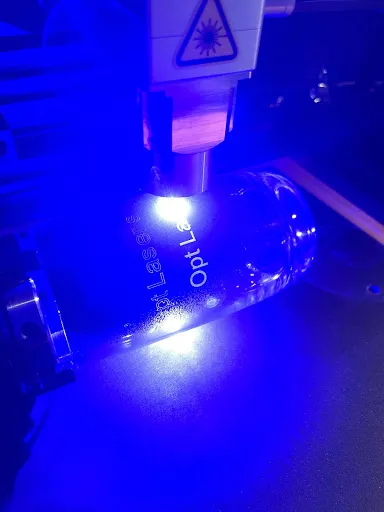
Ротационно гравиране върху извито стъкло (метод с горен слой)
Примерни настройки: 100% мощност, 30 mm/s. За различните видове стъкло и покритие може да са необходими няколко тестови преминавания за оптимизиране на фокус и подаване.


Лазерно гравиране на стъклено огледало
Използвайте стандартно огледало със задно разположено огледално покритие (отразяващ слой зад стъкло/акрил) и гравирайте отзад. Огледално обърнете изображението, за да се чете коректно от лицевата страна.
- Подгответе изображение с висок контраст и го обърнете хоризонтално.
- Поставете огледалото с отразяващия слой надолу (лазерът се насочва към твърдия гръб).
- Стартирайте с 0–100% мощност при 5 000 mm/min (примерно); настройте според хардуера. (20% при 5 000 mm/min е недостатъчно според примера.)
- Гравирайте, след което премахнете остатъците. По желание оцветете гравираните прозрачни области (маркер, спрей или латексова четка).


Видео ръководство
Лазерно гравиране на прозрачен акрил
Калибриране на работната дистанция (PLH3D-Series)

Изберете комплект за надграждане на CNC лазер
Използвайте нашия конфигуратор, за да подберете правилната лазерна глава и комплект за вашата машина.
Изказваме специалната си благодарност на Øyvind Sætre Amundsen и Peter Lydman за тяхната основополагаща работа по тази статия, която включваше изследване и изпитване на процесите по лазерно гравиране на прозрачни материали, както и изготвяне на първоначалния текст на секциите „Лазерно гравиране на прозрачни и полупрозрачни материали“, „Тестване на различни методи“ и „Лазерно гравиране на стъклено огледало“, които впоследствие бяха редактирани и допълнени от нашия уеб разработващ екип.