Engraving for the First Time
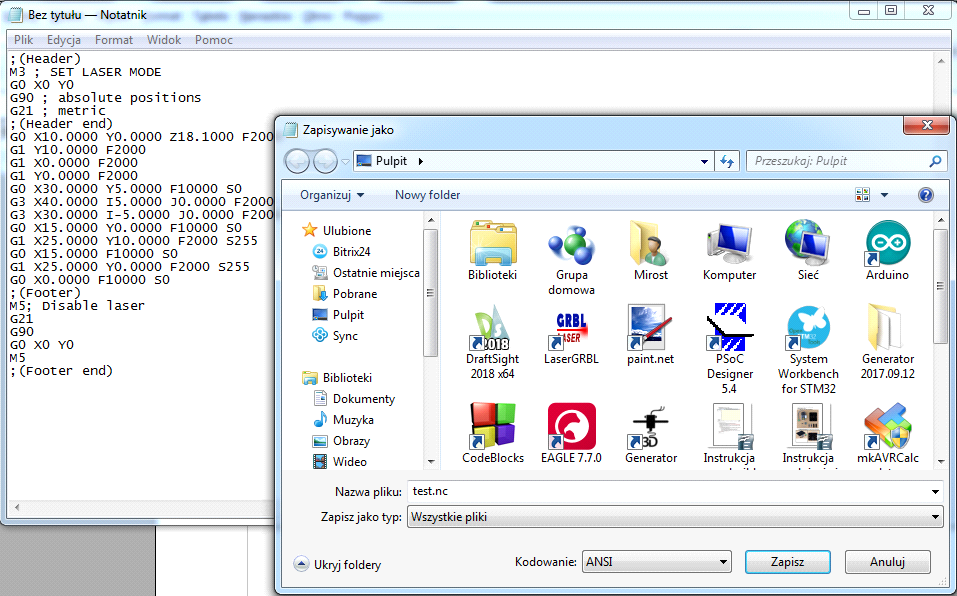
- If the program has been properly configured, open the Notepad program and enter the G code shown below:
|
, (Header) M3; SET LASER MODE G0 X0 Y0 G90; absolute positions G21; metric , (Header end) G1 X10.0000 Y0.0000 Z18.1000 F2000 S180 G1 F2000 Y10.0000 G1 F2000 X0.0000 G1 F2000 Y0.0000 G0 S0 X30.0000 Y5.0000 F10000 G3 X40.0000 I5.0000 J0.0000 F2000 S180 I-G3 X30.0000 5.0000 J0.0000 F2000 G0 S0 X15.0000 Y0.0000 F10000 G1 X25.0000 Y10.0000 F2000 S180 G0 S0 X15.0000 F10000 G1 X25.0000 Y0.0000 F2000 S180 G0 S0 X0.0000 F10000 , (Footer) M5; Disable the laser G21 G90 G0 X0 Y0 M5 , (Footer end) |
- Save the file as "test.nc" choose "all files" in the dropdown.
- Go to the "File" menu, select "Open file" and then specify G code file we just created.

- Prepare the material on which to perform the engraving. Its working area should be at least 15 x 45 mm. The engraving will start from the lower left-hand corner of the machine.
- To start engraving, click "Run Program."
Note that this will power on the laser.

- The final result should appear similar to the image in the photo:

Connecting PLH3D-6W Laser Heads to Openbuilds Acro-System: Getting Started Guide
Opt Lasers, 2018.